Muchos habrán oído hablar de los tornos bajo piso (aunque no son el único tipo), usados por los ferrocarriles para el torneado de las ruedas del material rodante. Ahora bien, ¿para qué tornear las ruedas de los coches, vagones y locomotoras? Bueno, la superficie de rodamiento de las ruedas no es recta, sino que presentan una conicidad entre la pestaña y los flancos (´´bordes´´) de la rueda. Esta conicidad y esta pestaña tienen una intrínseca relación y un propósito conjunto muy específico y muy cuidado para lograr una marcha segura, tanto en rectas como en curvas y cambios.
Esta ´´pareja´´ es la responsable de que el tren ´´doble´´ en las curvas sin salirse de la vía como un caballo desbocado, justamente por el efecto de la conicidad, que lo guía suavemente, pero que a su vez ´´empuja´´ contra la curva a la rueda externa, entrando en juego la pestaña, soportando toda la fuerza centrífuga.
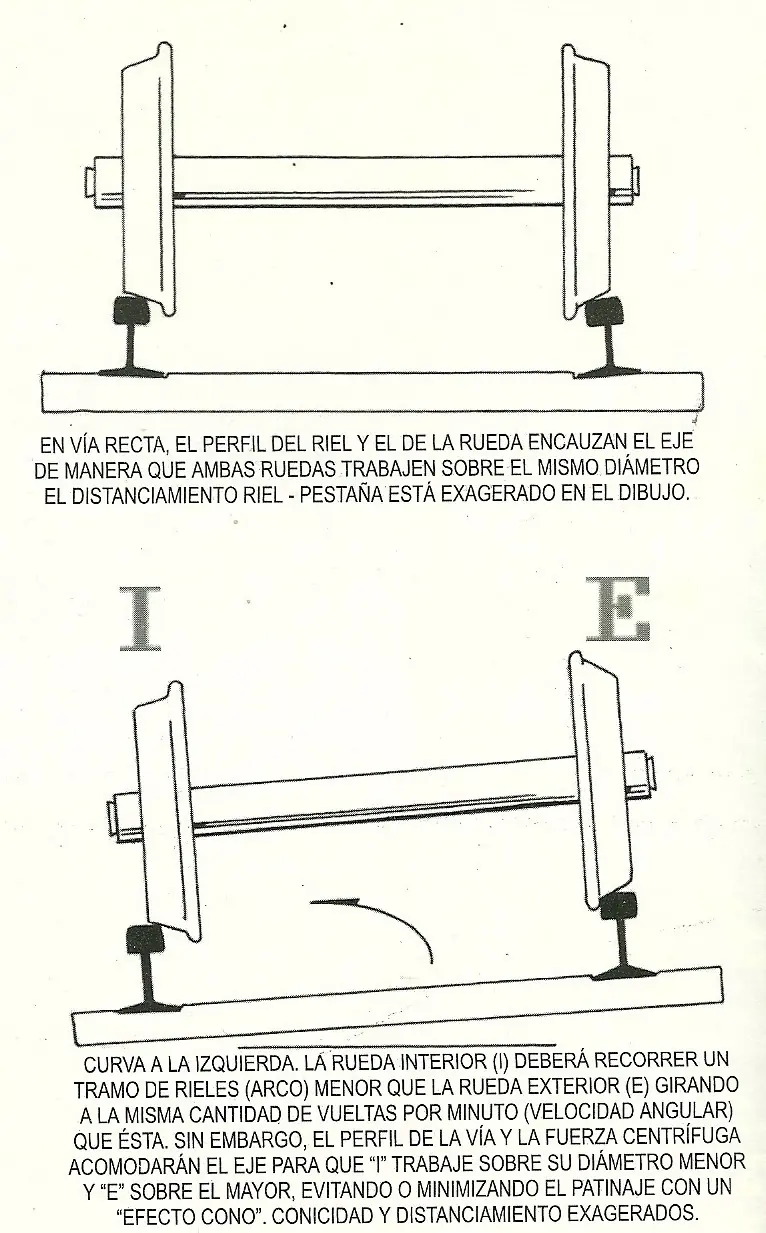
La rueda del lado interno de la curva gira sobre su menor diámetro (recordemos la conicidad), en tanto que la externa sobre su mayor diámetro; por esta razón siempre se debe ensanchar la trocha (sobretrocha) en las curvas, dependiendo del radio de la misma, los milímetros a ensanchar, y darle juego a las ruedas para acomodarse y girar.
Valores de ensanchamiento para trocha de 1.676 mm
Radio de curva Sobretrocha
125 mts 1.691 mm
150 mts 1.689 mm
200 mts 1.686 mm
400 mts 1.679 mm
Una vez en una recta, ambas ruedas encausarán en su diámetro medio, evitando desplazamientos horizontales. Esto es básicamente el principal trabajo de la rueda del tren. Que gire es un mero detalle. La importancia de la geometría de las ruedas rige la buena inscripción en curvas, como se describió anteriormente, pero también la buena rodadura, evitando desgastes que comprometan a la pestaña de la rueda. La conicidad de la banda de rodadura está establecida en un valor de 1 en 40, o sea, 1 pulgada de inclinación en 40, o bien, 24,4 mm en 1.016.
En nuestro país la norma FAT MR-704, establecida por Ferrocarriles Argentinos en 1983 y avalada en la actualidad por la CNRT, es la que establece la geometría de las ruedas, dando los valores ideales y los límites por debajo de los cuales se deben retirar de servicio, como así también con cuales valores deben reponerse a las mismas. Las medidas que se establecen en la norma pueden tomarse de la rueda ´´in situ´´, por medio de calibres especiales y plantillas. También hay otras normas relacionadas a este tema, como la MR-703 que establece la inspección y degradaciones frecuentes del perfil de rodadura, y las normas MR-600, MR-601, MR-602 y MR-603 que tratan las nomenclaturas de partes de la rueda.
Norma FAT: MR-704
GEOMETRIA DE LOS PARES MONTADOS DE RUEDAS NUEVOS, REHABILITADOS Y EN SERVICIO TROCHAS 1676, 1435 Y 1000 mm
DEFINICIONES
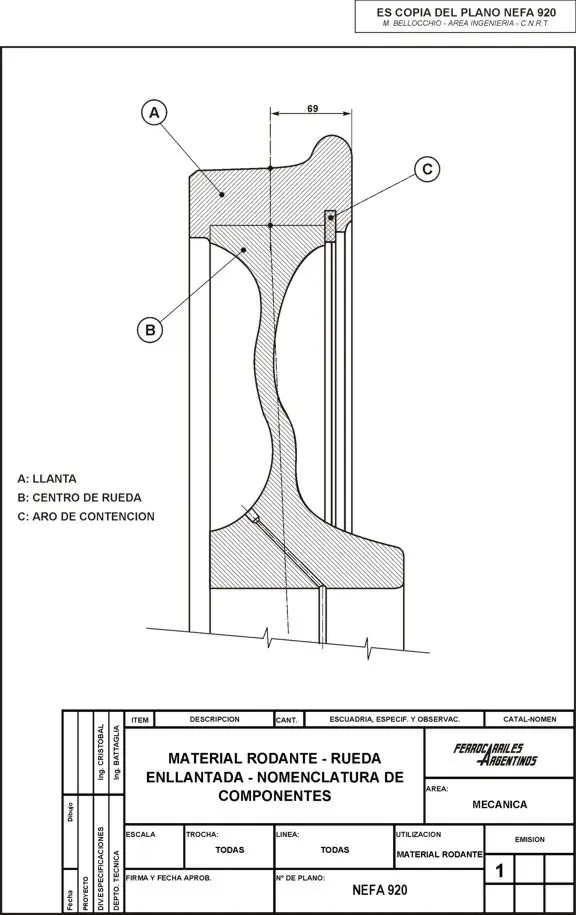
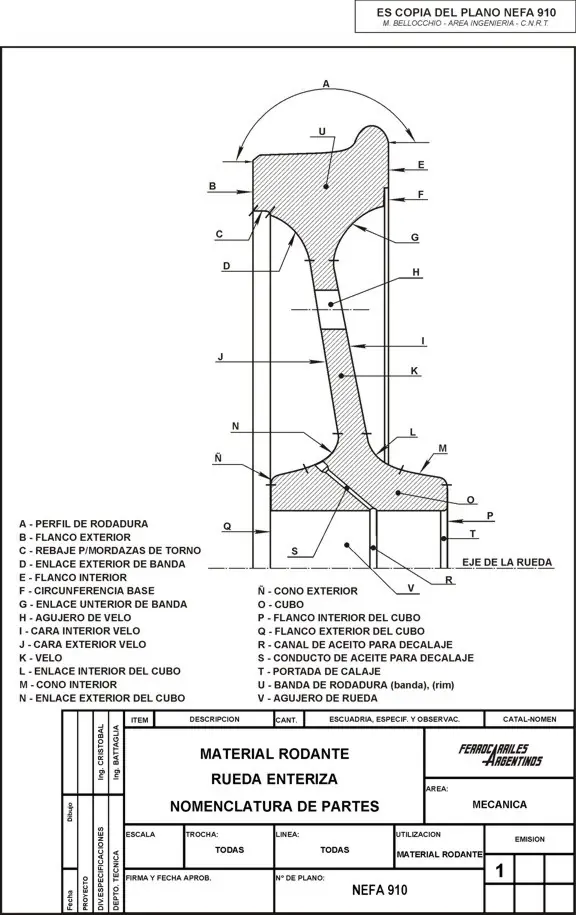
La nomenclatura de partes de los ejes y ruedas se establece en los dibujos NEFA Nros. 910, 912, 920, 925,926.
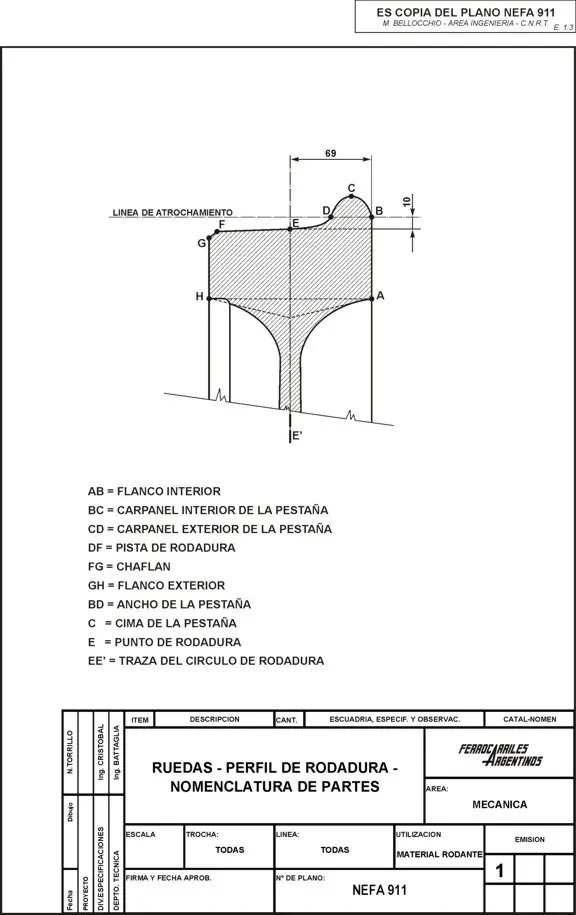
La nomenclatura de partes del perfil de rodadura de las ruedas se establece en el dibujo NEFA 911.
Par montado de ruedas (Par)
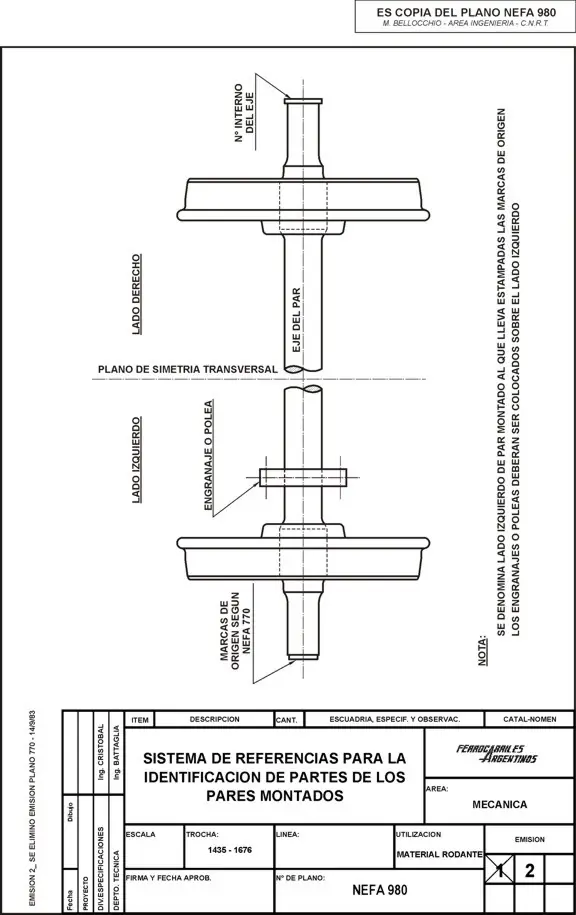
Es el conjunto armado constituído por un eje y dos ruedas del material rodante, caladas en el mismo.
Perfil de rodadura
Nomenclatura de partes del perfil de rodadura
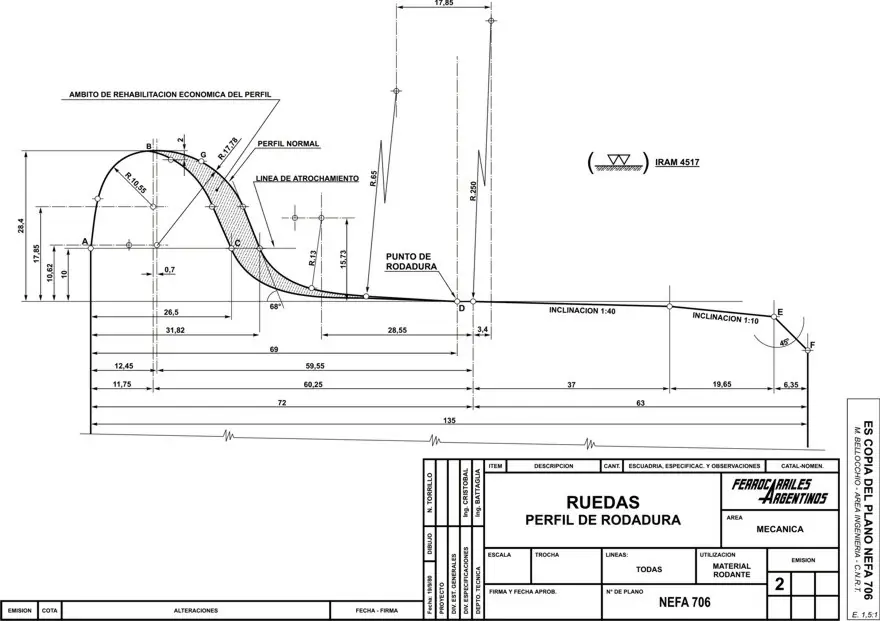
El siguiente contorno indica el Perfil de rodadura propiamente dicho, el Perfil normal y el Perfil económico
Es la línea de contorno exterior de la sección de la banda de rodadura determinada por un plano axial de la rueda.
Perfil normal
Es el que corresponde a la rueda nueva o reparada a nueva.
Perfiles económicos
Son los derivados de autorizar ciertas variantes sobre el normal, con el objeto de disminuir el mecanizado de los perfiles gastados, al proceder a repararlos.
Estos perfiles derivan de trasladar paralelamente en el sentido de la línea de atrochamiento, la porción BGC del perfil normal de rodadura (NEFA 706).
Perfiles gastados
Son los que adopta la banda de rodadura como consecuencia del uso.
Video en donde en el minuto 4:27 podrán apreciar el altísimo desgaste que presentan las ruedas del par montado.
Nomenclatura de partes de la rueda
Ancho de la pestaña (p)
Es la distancia entre los carpaneles de la pestaña medida sobre la línea de atrochamiento (NEFA 706 y NEFA 911).
Testigo
Resto de superficie gastada del perfil de rodadura ubicado en el carpanel exterior de la pestaña y por encima de la línea de atrochamiento, que puede dejarse visible después de recuperar el perfil por mecanizado.
Circunferencia de rodadura
Es el lugar geométrico de los puntos de rodadura a una distancia determinada y constante del flanco interno.
Aplanadura o Planchadura
Es el plano localizado de una banda de rodadura, mensurable por la cuerda máxima que determina en la pista de rodadura.
Altura de la pestaña (h)
Es la distancia entre la cima de la pestaña y el punto de rodadura (NEFA 911).
Inclinación del carpanel exterior (QR)
Es la diferencia de distancia respecto del flanco externo del perfil los puntos C y G (situado 2 mm debajo de la cima) (NEFA 706).
Diámetro de las ruedas
Es el medido sobre la circunferencia de rodadura de las ruedas.
Excentricidad
Es la mitad de la diferencia expresada en mm de las lecturas máximas de comparador, cuyo extremo móvil permanece en contacto con la circunferencia de rodadura o del muñón, cuando el par montado gira entre puntos 360°.
Ovalización
Es la diferencia entre los diámetros máximo y mínimo de una rueda o muñón, medidos sobre un plano normal al eje del par montado.
Diámetro medio
Es la mitad de la suma de los diámetros máximo y mínimo de una rueda o muñón, medidos sobre la circunferencia de rodadura o un plano circular del muñón respectivamente.
Conicidad
Diferencia de los diámetros máximo y mínimo tomados a lo largo de dos generatrices diametralmente opuestas.
Atrochamiento interno del par (Ai)
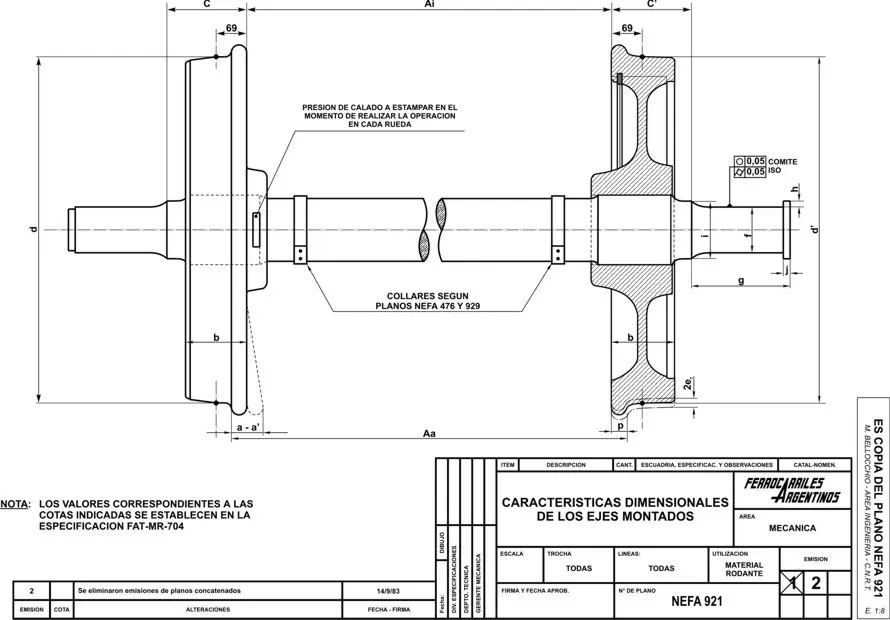
Es la diferencia entre los flancos internos de las bandas de rodadura de ambas ruedas (NEFA 921).
Atrochamiento activo del par (Aa)
Es la diferencia entre carpaneles externos (Activos) de las pestañas, medido a nivel de la línea de atrochamiento del perfil (NEFA 921).
Vuelo
Diferencia expresada en mm entre las lecturas máximas y mínima de un comparador cuyo extremo móvil permanece en contacto con el flanco interno de las ruedas, sobre una circunferencia de Ø igual al de la circunferencia de rodadura incrementada entre 10 y 20 mm.
Espesor de la banda de rodadura
Es la medida entre el punto de rodadura del perfil y la circunferencia base.
Disimetría del par nuevo
Es la diferencia de distancia entre el flanco interno de las ruedas y el borde formado por el radio de acordamiento del muñón con el asiento del guardapolvo C-C’ (NEFA 921).
Saliente por laminación de banda
Es la arista circular que avanza sobre el flanco externo de la banda de rodadura y que es producida por un efecto de laminación al rodar ésta sobre el riel.
Arista viva
Es un replegamiento percusivo localizado y superficial del carpanel exterior de la pestaña, que deja una arista o filo.
Fisura
Es toda solución de continuidad metálica visible en cualquier zona de la superficie del par montado. Cuando la misma no afecta a toda la sección resistencia metálica, puede ser con o sin separación de bordes.
Rotura
Es la fisura que afecta a toda la sección metálica.
Falla
Es toda discontinuidad que no aparece en la superficie del metal.
Inclusiones
Es el defecto metalúrgico consistente en la existencia de partes heterogéneas incluídas en el metal.
Exfoliación
Es un solapamiento de láminas de metal sobre su superficie original, producido por el efecto térmico y/o mecánico durante el uso.
Acanaladura circular
Es el desgaste anular sobre la parte central de los ejes o las pistas de rodadura.
Decalaje
Es el desplazamiento relativo de las ruedas o centros, respecto del eje y/o de las llantas sobre los centros.
Llanta floja
Es la que permite desplazamientos sobre su centro de rueda o que evidencia óxido en su portada de calaje, caracterizándose por un sonido carente de resonancia al golpearla con un martillo.
Rotura y/o fisuras
Un par montado será retirado de servicio si:
a) La pista de rodadura presenta fisuras o roturas tanto transversales como longitudinales.
b) El velo de las ruedas o centros de rueda enterizas presentan fisuras radiales de más de 20 mm de longitud o circunferenciales de más de 1/10 de la circunferencia que pasa por ella.
c) Que existan fisuras en los conos interior o exterior de las ruedas.
d) Que existan fisuras en los talones interior o exterior de la llanta.
e) Que exista rotura o fisura en el aro de contención de la llanta.
f) Que en ruedas de rayos exista rotura o fisura de algunos de los rayos.
g) Que existan fisuras sobre la parte central del eje.
h) Que existan fisuras circulares aún incipientes en las proximidades de las portadas de calaje de las ruedas.
Fallas e inclusiones
Toda vez que un par montado es retirado del vehículo para rehabilitación, se deberá investigar la existencia de fallas, inclusiones y fisuras por magnetoscopía o ultrasonido en los ejes y bandas de rodadura especialmente, pudiendo utilizarse como alternativa de la revisión magnetoscópica técnicas de detección de fisuras por tintas penetrantes en los velos de ruedas y centros de ruedas.
La fecha de próxima revisión por ultrasonido se hará coincidir con la de entrada a Taller para mantenimiento programado.
Exfoliacion
En pares a reponer en servicio o rehabilitados, no se admitirán rastros de exfoliación. Estos deben haber sido eliminados totalmente por mecanizado, siempre que las dimensiones lo permitan.
En pares en servicio serán admitidas exfoliaciones sin desprendimiento. Toda vez que resulten visibles cavidades por desfoliación deben ser retirados de servicio.
Acanaladuras circulares
Serán admitidos en servicio los pares que pudieran presentar acanaladuras sin aristas vivas, producidas por rozamientos de cuerpos metálicos semi desprendidos del vehículo en los ejes siempre que ellas:
a) Estén en la parte central de los ejes.
b) Que no presenten fondos agudos.
c) Que la profundidad no supere 2,5 mm.
En ejes rehabilitados sólo se admitirán acanaladuras de 2,5 mm de profundidad de fondo plano cuyos enlaces de flancos serán curvas de radio no inferior a 5 mm, siempre que la acanaladura esté ubicada en la parte central de los ejes.
Decalaje y llantas flojas
Toda vez que se constate la existencia de decalaje de ruedas y/o centros de rueda, se deberá retirar el par montado de servicio.
Toda vez que se constate la existencia de decalaje, giro o flojedad de llantas se deberá retirar el par de servicio.
Toda vez que se constate falta, avería, fisura o rotura del anillo de contención, se deberá retirar el par montado de servicio.
Manguito a rodamiento
Toda vez que se constate funcionamiento ruidoso o la existencia de fisura en las pistas, flojedad o rotura de retenes con pérdida de grasa de los manguitos a rodamiento, se deberá retirar el par de servicio.
Cuando haya engranamiento o signo de calentamiento, golpes, etc., del rodamiento.
Falta del tapón frontal y/o de rebase del engrase.
Causas varias
Serán causal de retiro preventivo de servicio del par montado las siguientes circunstancias:
a) Que el par montado haya sufrido las consecuencias de un descarrilamiento o choque.
b) Que haya sufrido las consecuencias de un incendio.
c) Si faltare el collar identificatorio, se verificará la fecha de ingreso a Taller o Desvío del vehículo para reparación programada, de estar ésta vencida se retirará el par de servicio, caso contrario continuará en servicio hasta la próxima fecha de reparación del vehículo, en que será repuesto el collar identificatorio.
d) Que estén vencidas las fechas de próxima relubricación y/o revisión por ultrasonido.
FAT:MR-703
INSPECCION DE LAS DEGRADACIONES MAS FRECUENTES DEL PERFIL DE RODADURA DE LAS RUEDAS Y LLANTAS DEL MATERIAL RODANTE
Existe una detallada clasificación de las fallas metalúrgicas, desgastes y degradaciones más comunes observables a simple vista en el perfil de rodadura de las ruedas y llantas del material rodante. A través de la norma MR-703 se define el grado de peligrosidad y características de las fallas que obligan a retirar del servicio la rueda o llanta en la que se encuentran. Así como también determina las condiciones de recuperación del rodado con fallas.
Definiciones y caracterización
Piel de sapo
Constituída por una red de finas grietas de cualquier orientación que se asemejan en su aspecto a la piel del sapo.

Se localizan normalmente en la pista de rodadura, (DEF según Plano NEFA 911/1), de ruedas no templadas.
Se las supone originadas por la combinación del arrastre mecánico del material, producido por la zapata y el recalcado del mismo, impuesto por la rodadura.
Al no ser detectables en ellas estructuras de temple o temple y revenido se evidencia que en su formación no se alcanza la temperatura de transformación del acero.
Estas grietas progresan lentamente por fatiga bajo un ángulo aproximado de 45° (normalmente) y no superan generalmente los 0,5 mm de profundidad. A veces el rumbo es cambiante, y observadas microscópicamente parecen soldaduras de metal.
Pueden dar eventualmente lugar a una desintegración más o menos lenta de la pista de rodadura por separación de escamas.
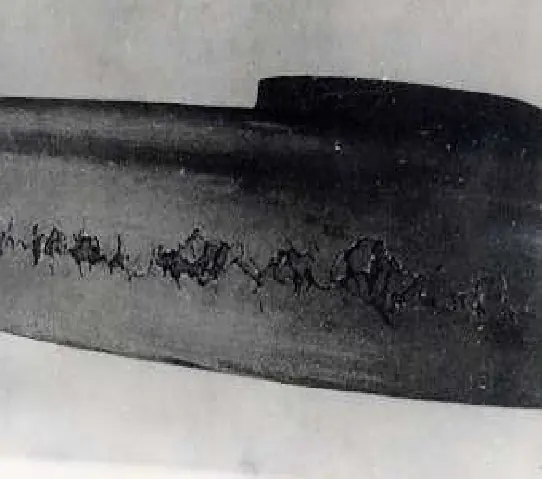
Grietas térmicas
Se trata de fisuras normalmente no concatenadas, de disposición predominantemente transversal y paralela.
Se localizan en cualquier punto del perfil de rodadura y se les reconoce un origen primariamente térmico, completado en la zona de la pista por el recalcado mecánico.
Según su ubicación en el perfil de rodadura se los clasifica en:
a) De pestaña, normalmente sólo detectables en ruedas frenadas con zapatas con cubre pestañas.
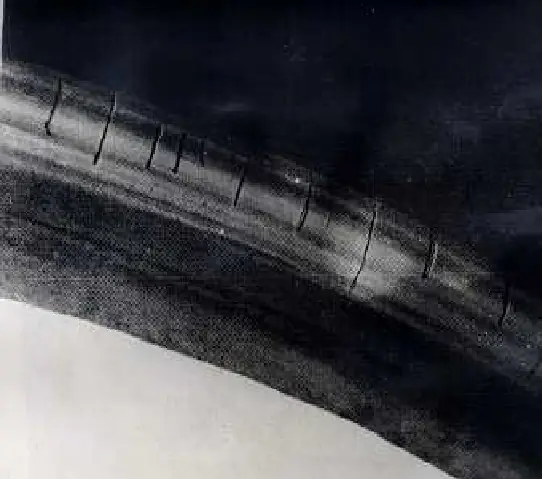
b) En el chaflán externo (comunes en ruedas frenadas por zapatas apoyando parcialmente fuera de la banda de rodadura.
c) De bandas de rodadura.

Las grietas tipo a) y b) son las más peligrosas, ya que se dan en zonas del perfil de rodadura en que simultáneamente, por efecto de los frenados intensos, aparecen tensiones residuales de tracción en el metal, que las hacen progresar en forma de fracturas radiales, que pueden llegar a romper bruscamente la rueda.
Las grietas de banda de rodadura no revisten la peligrosidad de las anteriores, ya que las tensiones residuales generadas por el frenado, en esa zona, son de compresión.
Estudios realizados permiten comprobar que normalmente, la progresión de esas grietas es lenta y que su profundidad no supera los 3 a 4 mm debido a que por acción de las altas presiones originadas en la elipse de Hertz (contacto rueda/riel) provocan una evolución por fatiga, paralela a la banda de rodadura, (en forma de “T” invertida.
No obstante lo expuesto, el fenómeno anterior lleva a la progresiva degradación de la banda de rodadura por exfoliación , que obligan en el retorneado a mecanizar arduamente las ruedas para recuperarlas.
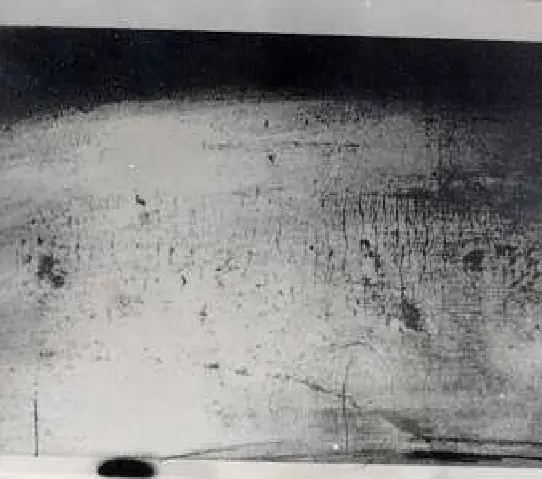
Planchaduras.
Este defecto originado por patinaje de la rueda cuando el freno bloquea la normal rodadura de la misma, origina, además del desgaste, una fuerte y rápida elevación de la temperatura, que alcanza rápidamente la temperatura crítica de austenización del acero, y eventualmente llega a temperaturas de plasticidad del acero. El rango de temperatura al que se alcanza determina dos tipos de planchaduras.
a) Con estrías longitudinales formadas a menos temperatura.

b) Con lengüetas de material fluido por efecto de la alta temperatura generada.

En ambos tipos, aparecen en la zona planchada, grietas de temple y estructuras martensíticas, de alta dureza, que se distribuyen, en el caso a) especialmente en los bordes de la planchadura, y en el b) en casi toda la superficie perturbada, lo que dificulta el proceso de recuperación del rodado por torneado.
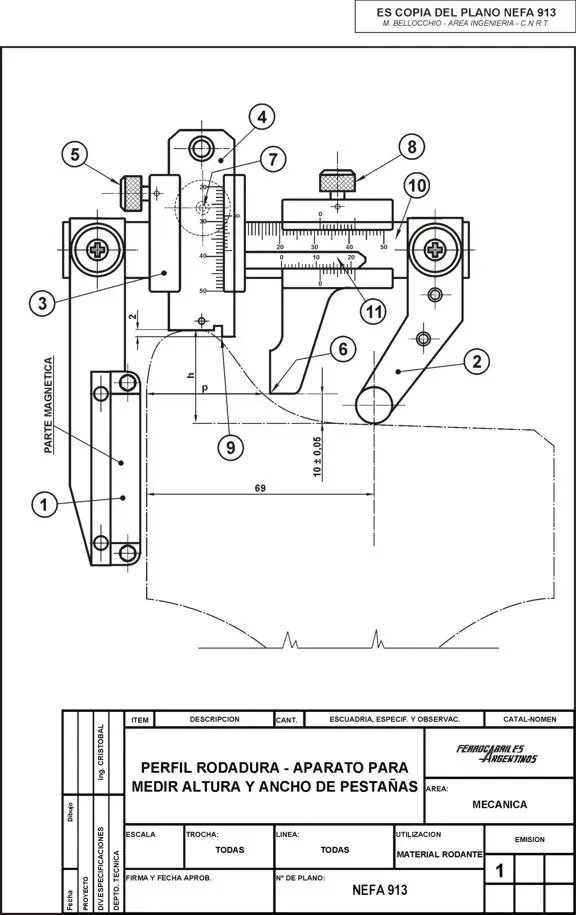
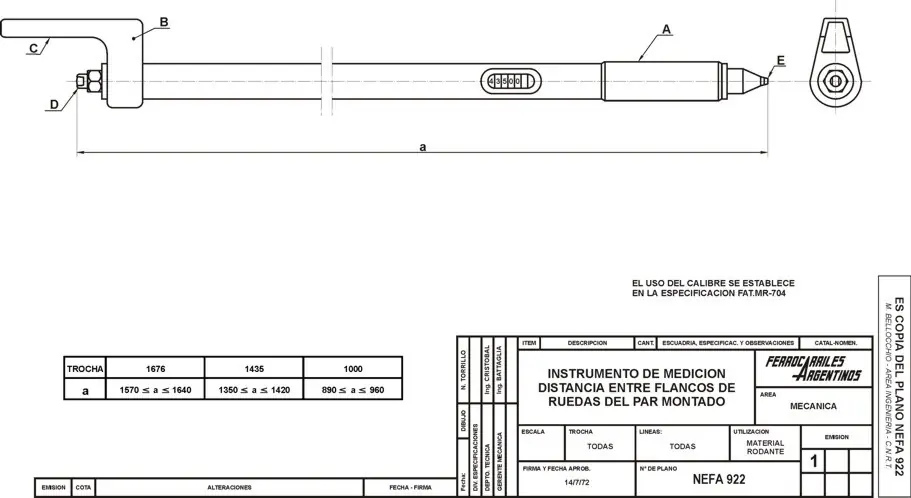
Instrumentos de medición de ruedas
Aparato para medir altura y ancho de pestañas
Instrumento de medición de distancia entre flancos de ruedas del par montado
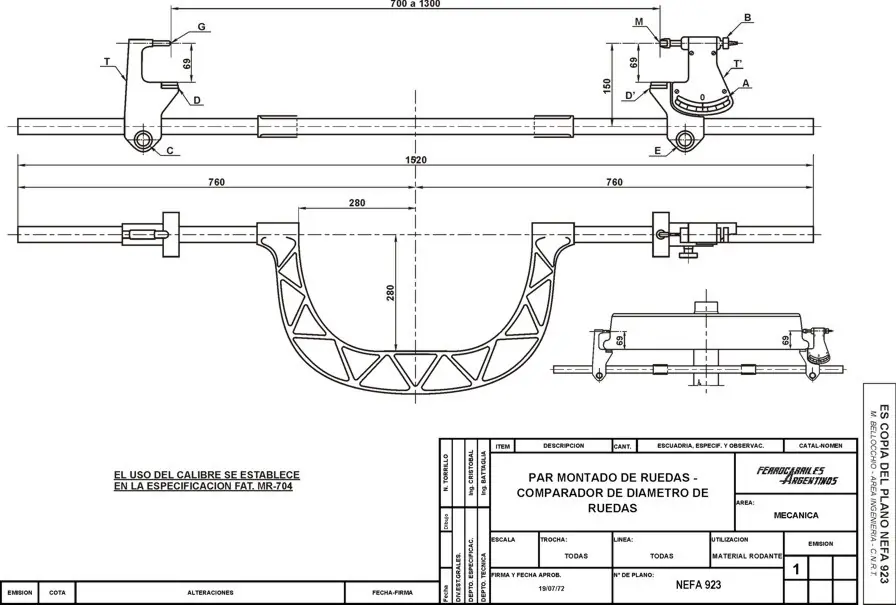
Comparador de diámetros de ruedas
Inspección láser de ruedas
La triangulación laser puede ser utilizada también en la inspección de ruedas de trenes. Utilizando un láser de múltiples líneas y cámaras de alta velocidad el sistema láser es empleado para medir parámetros geométricos de los bordes de las ruedas (espesor, conicidad y altura de la pestaña) y el grosor de la llanta, obteniendo un perfil total de la superficie de la rueda. La inspección basada en láser ofrece el más alto nivel de precisión y repetitividad en las mediciones en movimiento tanto en baja como en alta velocidad. El sistema laser es fijo y se posiciona al lado de la vía de forma que el laser cubra la totalidad de la rueda. Cuando pasan los trenes por el sistema se encarga de hacer las capturas para la inspección de todas las partes de la rueda.
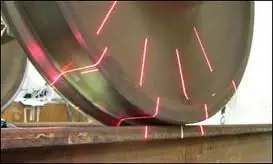
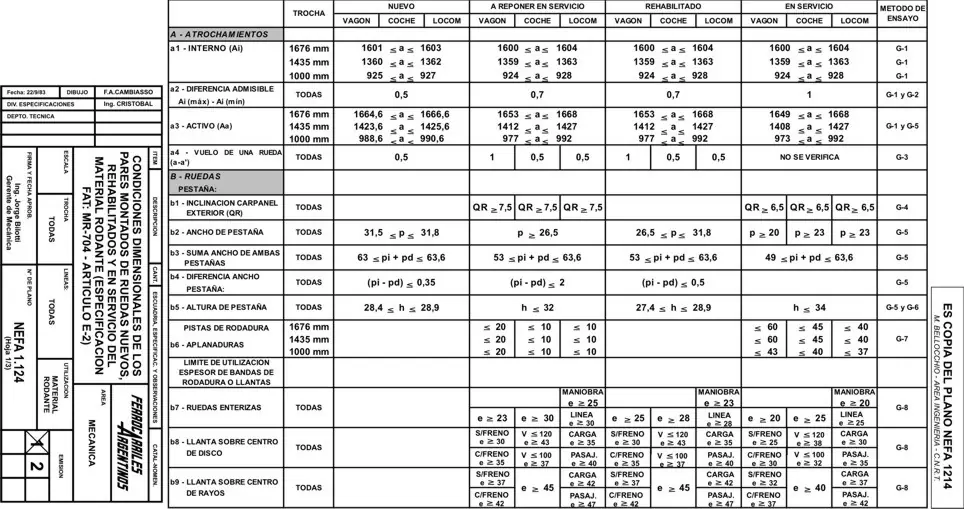
Tablas de valores de dimensiones de los pares montados de ruedas nuevos, rehabilitados y en servicio
Ahora sí, cómo se tornean las ruedas
Hay varias maneras y distintos tornos para realizar el torneado de las ruedas:
Torno bajo piso
Torno de ruedas
Y otros más rudimentarios pero no menos efectivos
Bueno, ahora podemos llegar a la conclusión de que no sólo el estado de la vía es causal de descarrilamiento y que una rueda fuera de norma nos puede jugar una mala pasada y sacarnos de la vía tranquilamente.
Espero que les haya gustado.
FUENTES
Normas FAT
MR-601
MR-703
MR-704
Revista Todo Trenes n° 22
http://blog.infaimon.com/2013/06/aplicaciones-de-vision-artificial-3d-de-inspeccion-de-carreteras-y-sistemas-ferroviarios/

Esta ´´pareja´´ es la responsable de que el tren ´´doble´´ en las curvas sin salirse de la vía como un caballo desbocado, justamente por el efecto de la conicidad, que lo guía suavemente, pero que a su vez ´´empuja´´ contra la curva a la rueda externa, entrando en juego la pestaña, soportando toda la fuerza centrífuga.
La rueda del lado interno de la curva gira sobre su menor diámetro (recordemos la conicidad), en tanto que la externa sobre su mayor diámetro; por esta razón siempre se debe ensanchar la trocha (sobretrocha) en las curvas, dependiendo del radio de la misma, los milímetros a ensanchar, y darle juego a las ruedas para acomodarse y girar.
Valores de ensanchamiento para trocha de 1.676 mm
Radio de curva Sobretrocha
125 mts 1.691 mm
150 mts 1.689 mm
200 mts 1.686 mm
400 mts 1.679 mm
Una vez en una recta, ambas ruedas encausarán en su diámetro medio, evitando desplazamientos horizontales. Esto es básicamente el principal trabajo de la rueda del tren. Que gire es un mero detalle. La importancia de la geometría de las ruedas rige la buena inscripción en curvas, como se describió anteriormente, pero también la buena rodadura, evitando desgastes que comprometan a la pestaña de la rueda. La conicidad de la banda de rodadura está establecida en un valor de 1 en 40, o sea, 1 pulgada de inclinación en 40, o bien, 24,4 mm en 1.016.
En nuestro país la norma FAT MR-704, establecida por Ferrocarriles Argentinos en 1983 y avalada en la actualidad por la CNRT, es la que establece la geometría de las ruedas, dando los valores ideales y los límites por debajo de los cuales se deben retirar de servicio, como así también con cuales valores deben reponerse a las mismas. Las medidas que se establecen en la norma pueden tomarse de la rueda ´´in situ´´, por medio de calibres especiales y plantillas. También hay otras normas relacionadas a este tema, como la MR-703 que establece la inspección y degradaciones frecuentes del perfil de rodadura, y las normas MR-600, MR-601, MR-602 y MR-603 que tratan las nomenclaturas de partes de la rueda.
Norma FAT: MR-704
GEOMETRIA DE LOS PARES MONTADOS DE RUEDAS NUEVOS, REHABILITADOS Y EN SERVICIO TROCHAS 1676, 1435 Y 1000 mm
DEFINICIONES
La nomenclatura de partes de los ejes y ruedas se establece en los dibujos NEFA Nros. 910, 912, 920, 925,926.
La nomenclatura de partes del perfil de rodadura de las ruedas se establece en el dibujo NEFA 911.
Par montado de ruedas (Par)
Es el conjunto armado constituído por un eje y dos ruedas del material rodante, caladas en el mismo.
Perfil de rodadura
Nomenclatura de partes del perfil de rodadura
El siguiente contorno indica el Perfil de rodadura propiamente dicho, el Perfil normal y el Perfil económico
Es la línea de contorno exterior de la sección de la banda de rodadura determinada por un plano axial de la rueda.
Perfil normal
Es el que corresponde a la rueda nueva o reparada a nueva.
Perfiles económicos
Son los derivados de autorizar ciertas variantes sobre el normal, con el objeto de disminuir el mecanizado de los perfiles gastados, al proceder a repararlos.
Estos perfiles derivan de trasladar paralelamente en el sentido de la línea de atrochamiento, la porción BGC del perfil normal de rodadura (NEFA 706).
Perfiles gastados
Son los que adopta la banda de rodadura como consecuencia del uso.
Video en donde en el minuto 4:27 podrán apreciar el altísimo desgaste que presentan las ruedas del par montado.
Nomenclatura de partes de la rueda
Ancho de la pestaña (p)
Es la distancia entre los carpaneles de la pestaña medida sobre la línea de atrochamiento (NEFA 706 y NEFA 911).
Testigo
Resto de superficie gastada del perfil de rodadura ubicado en el carpanel exterior de la pestaña y por encima de la línea de atrochamiento, que puede dejarse visible después de recuperar el perfil por mecanizado.
Circunferencia de rodadura
Es el lugar geométrico de los puntos de rodadura a una distancia determinada y constante del flanco interno.
Aplanadura o Planchadura
Es el plano localizado de una banda de rodadura, mensurable por la cuerda máxima que determina en la pista de rodadura.
Altura de la pestaña (h)
Es la distancia entre la cima de la pestaña y el punto de rodadura (NEFA 911).
Inclinación del carpanel exterior (QR)
Es la diferencia de distancia respecto del flanco externo del perfil los puntos C y G (situado 2 mm debajo de la cima) (NEFA 706).
Diámetro de las ruedas
Es el medido sobre la circunferencia de rodadura de las ruedas.
Excentricidad
Es la mitad de la diferencia expresada en mm de las lecturas máximas de comparador, cuyo extremo móvil permanece en contacto con la circunferencia de rodadura o del muñón, cuando el par montado gira entre puntos 360°.
Ovalización
Es la diferencia entre los diámetros máximo y mínimo de una rueda o muñón, medidos sobre un plano normal al eje del par montado.
Diámetro medio
Es la mitad de la suma de los diámetros máximo y mínimo de una rueda o muñón, medidos sobre la circunferencia de rodadura o un plano circular del muñón respectivamente.
Conicidad
Diferencia de los diámetros máximo y mínimo tomados a lo largo de dos generatrices diametralmente opuestas.
Atrochamiento interno del par (Ai)
Es la diferencia entre los flancos internos de las bandas de rodadura de ambas ruedas (NEFA 921).
Atrochamiento activo del par (Aa)
Es la diferencia entre carpaneles externos (Activos) de las pestañas, medido a nivel de la línea de atrochamiento del perfil (NEFA 921).
Vuelo
Diferencia expresada en mm entre las lecturas máximas y mínima de un comparador cuyo extremo móvil permanece en contacto con el flanco interno de las ruedas, sobre una circunferencia de Ø igual al de la circunferencia de rodadura incrementada entre 10 y 20 mm.
Espesor de la banda de rodadura
Es la medida entre el punto de rodadura del perfil y la circunferencia base.
Disimetría del par nuevo
Es la diferencia de distancia entre el flanco interno de las ruedas y el borde formado por el radio de acordamiento del muñón con el asiento del guardapolvo C-C’ (NEFA 921).
Saliente por laminación de banda
Es la arista circular que avanza sobre el flanco externo de la banda de rodadura y que es producida por un efecto de laminación al rodar ésta sobre el riel.
Arista viva
Es un replegamiento percusivo localizado y superficial del carpanel exterior de la pestaña, que deja una arista o filo.
Fisura
Es toda solución de continuidad metálica visible en cualquier zona de la superficie del par montado. Cuando la misma no afecta a toda la sección resistencia metálica, puede ser con o sin separación de bordes.
Rotura
Es la fisura que afecta a toda la sección metálica.
Falla
Es toda discontinuidad que no aparece en la superficie del metal.
Inclusiones
Es el defecto metalúrgico consistente en la existencia de partes heterogéneas incluídas en el metal.
Exfoliación
Es un solapamiento de láminas de metal sobre su superficie original, producido por el efecto térmico y/o mecánico durante el uso.
Acanaladura circular
Es el desgaste anular sobre la parte central de los ejes o las pistas de rodadura.
Decalaje
Es el desplazamiento relativo de las ruedas o centros, respecto del eje y/o de las llantas sobre los centros.
Llanta floja
Es la que permite desplazamientos sobre su centro de rueda o que evidencia óxido en su portada de calaje, caracterizándose por un sonido carente de resonancia al golpearla con un martillo.
Rotura y/o fisuras
Un par montado será retirado de servicio si:
a) La pista de rodadura presenta fisuras o roturas tanto transversales como longitudinales.
b) El velo de las ruedas o centros de rueda enterizas presentan fisuras radiales de más de 20 mm de longitud o circunferenciales de más de 1/10 de la circunferencia que pasa por ella.
c) Que existan fisuras en los conos interior o exterior de las ruedas.
d) Que existan fisuras en los talones interior o exterior de la llanta.
e) Que exista rotura o fisura en el aro de contención de la llanta.
f) Que en ruedas de rayos exista rotura o fisura de algunos de los rayos.
g) Que existan fisuras sobre la parte central del eje.
h) Que existan fisuras circulares aún incipientes en las proximidades de las portadas de calaje de las ruedas.
Fallas e inclusiones
Toda vez que un par montado es retirado del vehículo para rehabilitación, se deberá investigar la existencia de fallas, inclusiones y fisuras por magnetoscopía o ultrasonido en los ejes y bandas de rodadura especialmente, pudiendo utilizarse como alternativa de la revisión magnetoscópica técnicas de detección de fisuras por tintas penetrantes en los velos de ruedas y centros de ruedas.
La fecha de próxima revisión por ultrasonido se hará coincidir con la de entrada a Taller para mantenimiento programado.
Exfoliacion
En pares a reponer en servicio o rehabilitados, no se admitirán rastros de exfoliación. Estos deben haber sido eliminados totalmente por mecanizado, siempre que las dimensiones lo permitan.
En pares en servicio serán admitidas exfoliaciones sin desprendimiento. Toda vez que resulten visibles cavidades por desfoliación deben ser retirados de servicio.
Acanaladuras circulares
Serán admitidos en servicio los pares que pudieran presentar acanaladuras sin aristas vivas, producidas por rozamientos de cuerpos metálicos semi desprendidos del vehículo en los ejes siempre que ellas:
a) Estén en la parte central de los ejes.
b) Que no presenten fondos agudos.
c) Que la profundidad no supere 2,5 mm.
En ejes rehabilitados sólo se admitirán acanaladuras de 2,5 mm de profundidad de fondo plano cuyos enlaces de flancos serán curvas de radio no inferior a 5 mm, siempre que la acanaladura esté ubicada en la parte central de los ejes.
Decalaje y llantas flojas
Toda vez que se constate la existencia de decalaje de ruedas y/o centros de rueda, se deberá retirar el par montado de servicio.
Toda vez que se constate la existencia de decalaje, giro o flojedad de llantas se deberá retirar el par de servicio.
Toda vez que se constate falta, avería, fisura o rotura del anillo de contención, se deberá retirar el par montado de servicio.
Manguito a rodamiento
Toda vez que se constate funcionamiento ruidoso o la existencia de fisura en las pistas, flojedad o rotura de retenes con pérdida de grasa de los manguitos a rodamiento, se deberá retirar el par de servicio.
Cuando haya engranamiento o signo de calentamiento, golpes, etc., del rodamiento.
Falta del tapón frontal y/o de rebase del engrase.
Causas varias
Serán causal de retiro preventivo de servicio del par montado las siguientes circunstancias:
a) Que el par montado haya sufrido las consecuencias de un descarrilamiento o choque.
b) Que haya sufrido las consecuencias de un incendio.
c) Si faltare el collar identificatorio, se verificará la fecha de ingreso a Taller o Desvío del vehículo para reparación programada, de estar ésta vencida se retirará el par de servicio, caso contrario continuará en servicio hasta la próxima fecha de reparación del vehículo, en que será repuesto el collar identificatorio.
d) Que estén vencidas las fechas de próxima relubricación y/o revisión por ultrasonido.
FAT:MR-703
INSPECCION DE LAS DEGRADACIONES MAS FRECUENTES DEL PERFIL DE RODADURA DE LAS RUEDAS Y LLANTAS DEL MATERIAL RODANTE
Existe una detallada clasificación de las fallas metalúrgicas, desgastes y degradaciones más comunes observables a simple vista en el perfil de rodadura de las ruedas y llantas del material rodante. A través de la norma MR-703 se define el grado de peligrosidad y características de las fallas que obligan a retirar del servicio la rueda o llanta en la que se encuentran. Así como también determina las condiciones de recuperación del rodado con fallas.
Definiciones y caracterización
Piel de sapo
Constituída por una red de finas grietas de cualquier orientación que se asemejan en su aspecto a la piel del sapo.
Se localizan normalmente en la pista de rodadura, (DEF según Plano NEFA 911/1), de ruedas no templadas.
Se las supone originadas por la combinación del arrastre mecánico del material, producido por la zapata y el recalcado del mismo, impuesto por la rodadura.
Al no ser detectables en ellas estructuras de temple o temple y revenido se evidencia que en su formación no se alcanza la temperatura de transformación del acero.
Estas grietas progresan lentamente por fatiga bajo un ángulo aproximado de 45° (normalmente) y no superan generalmente los 0,5 mm de profundidad. A veces el rumbo es cambiante, y observadas microscópicamente parecen soldaduras de metal.
Pueden dar eventualmente lugar a una desintegración más o menos lenta de la pista de rodadura por separación de escamas.
Grietas térmicas
Se trata de fisuras normalmente no concatenadas, de disposición predominantemente transversal y paralela.
Se localizan en cualquier punto del perfil de rodadura y se les reconoce un origen primariamente térmico, completado en la zona de la pista por el recalcado mecánico.
Según su ubicación en el perfil de rodadura se los clasifica en:
a) De pestaña, normalmente sólo detectables en ruedas frenadas con zapatas con cubre pestañas.
b) En el chaflán externo (comunes en ruedas frenadas por zapatas apoyando parcialmente fuera de la banda de rodadura.
c) De bandas de rodadura.
Las grietas tipo a) y b) son las más peligrosas, ya que se dan en zonas del perfil de rodadura en que simultáneamente, por efecto de los frenados intensos, aparecen tensiones residuales de tracción en el metal, que las hacen progresar en forma de fracturas radiales, que pueden llegar a romper bruscamente la rueda.
Las grietas de banda de rodadura no revisten la peligrosidad de las anteriores, ya que las tensiones residuales generadas por el frenado, en esa zona, son de compresión.
Estudios realizados permiten comprobar que normalmente, la progresión de esas grietas es lenta y que su profundidad no supera los 3 a 4 mm debido a que por acción de las altas presiones originadas en la elipse de Hertz (contacto rueda/riel) provocan una evolución por fatiga, paralela a la banda de rodadura, (en forma de “T” invertida.
No obstante lo expuesto, el fenómeno anterior lleva a la progresiva degradación de la banda de rodadura por exfoliación , que obligan en el retorneado a mecanizar arduamente las ruedas para recuperarlas.
Planchaduras.
Este defecto originado por patinaje de la rueda cuando el freno bloquea la normal rodadura de la misma, origina, además del desgaste, una fuerte y rápida elevación de la temperatura, que alcanza rápidamente la temperatura crítica de austenización del acero, y eventualmente llega a temperaturas de plasticidad del acero. El rango de temperatura al que se alcanza determina dos tipos de planchaduras.
a) Con estrías longitudinales formadas a menos temperatura.
b) Con lengüetas de material fluido por efecto de la alta temperatura generada.
En ambos tipos, aparecen en la zona planchada, grietas de temple y estructuras martensíticas, de alta dureza, que se distribuyen, en el caso a) especialmente en los bordes de la planchadura, y en el b) en casi toda la superficie perturbada, lo que dificulta el proceso de recuperación del rodado por torneado.
Instrumentos de medición de ruedas
Aparato para medir altura y ancho de pestañas
Instrumento de medición de distancia entre flancos de ruedas del par montado
Comparador de diámetros de ruedas
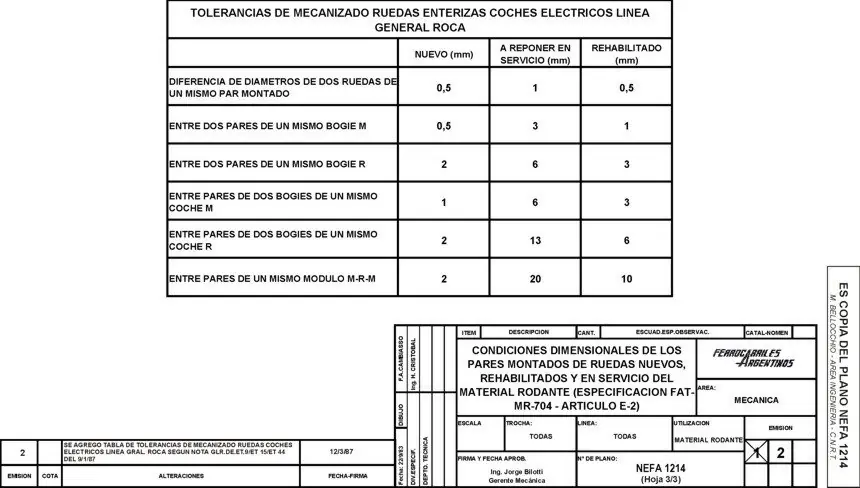
Inspección láser de ruedas
La triangulación laser puede ser utilizada también en la inspección de ruedas de trenes. Utilizando un láser de múltiples líneas y cámaras de alta velocidad el sistema láser es empleado para medir parámetros geométricos de los bordes de las ruedas (espesor, conicidad y altura de la pestaña) y el grosor de la llanta, obteniendo un perfil total de la superficie de la rueda. La inspección basada en láser ofrece el más alto nivel de precisión y repetitividad en las mediciones en movimiento tanto en baja como en alta velocidad. El sistema laser es fijo y se posiciona al lado de la vía de forma que el laser cubra la totalidad de la rueda. Cuando pasan los trenes por el sistema se encarga de hacer las capturas para la inspección de todas las partes de la rueda.
Tablas de valores de dimensiones de los pares montados de ruedas nuevos, rehabilitados y en servicio
Ahora sí, cómo se tornean las ruedas
Hay varias maneras y distintos tornos para realizar el torneado de las ruedas:
Torno bajo piso
Torno de ruedas
Y otros más rudimentarios pero no menos efectivos
Bueno, ahora podemos llegar a la conclusión de que no sólo el estado de la vía es causal de descarrilamiento y que una rueda fuera de norma nos puede jugar una mala pasada y sacarnos de la vía tranquilamente.
Espero que les haya gustado.
FUENTES
Normas FAT
MR-601
MR-703
MR-704
Revista Todo Trenes n° 22
http://blog.infaimon.com/2013/06/aplicaciones-de-vision-artificial-3d-de-inspeccion-de-carreteras-y-sistemas-ferroviarios/