arieles44
Usuario (Argentina)
Muchos ya habrán visto la película Imparable (Unstoppable, en inglés) con Denzel Washington. En esta película un maquinista veterano que esta por ser despedido (Denzel Washington) y un joven conductor (Chris Pine) luchan en una carrera contra reloj para perseguir y poder detener con otra locomotora a un tren fuera de control y sin maquinista, y así evitar que se produzca el desastre en una zona densamente poblada. Inspirada en hechos reales, los cuales se los voy a contar a continuación. Antes de pasar a la historia real es menester hacer algunas aclaraciones técnicas que se presentarán en el relato. Por un lado las designaciones del personal ferroviario, y por otro unas cuestiones del freno. Primero empezaré por aclarar los términos ferroviarios de USA que aquí se mencionarán: MAQUINISTA: Originalmente el texto dice ingeniero (engineer), que es el término norteamericano para designar al maquinista. En Argentina sería el conductor propiamente dicho, pero no utilizo el término argentino porque aquí se desprende otro término que daría lugar a confusión. CONDUCTOR: No tiene nada que ver con lo que aquí conocemos como conductor, pero si con las funciones del jefe de tren. El conductor (la palabra está en ingles) no maneja la locomotora, sino que es el responsable de dirigir las maniobras ( incluyendo acoplar y desacoplar o mover cambios), de la documentación de la carga y de la correcta distribución de los vagones , entre otras funciones. GUARDAFRENOS: Mantuve la traducción de brakeman, pero también lo pueden tomar como cambista usando el término argentino, ya que este es el operario que mueve los cambios, acopla y desacopla los vagones y conecta o desconecta las mangas de freno. JEFE DE PATIO: Es el responsable del patio de maniobras y supervisa todo lo relacionado tanto a las maniobras como también la circulación a través del patio. TRAINMASTER: Es un despachador de trenes que organiza movimientos de trafico en secciones de bloqueo( tramos autorizados para la circulación de un tren) definidas incluyendo movimientos en patios de maniobras. DESPACHADOR: Es el operador de tráfico, quien organiza y supervisa el tráfico ferroviario de muchas secciones de bloqueo. CTC: No es precisamente un término norteamericano. Es un sistema de Control de Tráfico Centralizado por el cual se puede operar señales y cambios a distancia desde un puesto único por medio de circuitos eléctricos. Y ahora la parte de los frenos. MANGAS DE FRENO: A veces son mal llamadas mangueras de freno por su forma tubular, pero en el léxico técnico ferroviario la forma correcta es llamarlas mangas. FRENO INDEPENDIENTE Y AUTOMÁTICO: Toda locomotora funciona con dos tipos de frenos neumáticos separados. El independiente, que solo aplica los frenos de la locomotora, y el automático, que aplica al mismo tiempo los frenos de la locomotora y los de los vagones. HOMBRE MUERTO: Dispositivo de seguridad por el cual un sensor neumático sensa periódicamente el sistema neumático y si no recibe respuesta del maquinista ( apretando un pedal), entiende que este murió o se descompensó, por lo cual automáticamente efectúa una aplicación plena del freno automático. Creo que estas aclaraciones dejan en claro los conceptos del texto. El argumento de la película se inspiró en el llamado Incidente CSX 8888, también conocido coloquialmente en USA como el incidente Crazy Eights ( ochos locos), en el que un tren de carga de CSX quedó sin maquinista y se salió de control en el estado de Ohio, en 2001. La locomotora del incidente El 15 de mayo de 2001, aproximadamente a las 12:35 un tren no tripulado de CSX formado por la locomotora EMD SD-40-2 numero 8888, 22 vagones cargados, y 25 vacios que pesaba 2.898 toneladas brutas en total, partió del Patio Stanley en Walbridge, Ohio. El viaje descontrolado se dio hacia el sur por una distancia de 106 kilómetros antes de que personal de CSX fuera capaz de tenerlo bajo control y detenerlo. En el momento del incidente el clima era de llovizna. No hubo descarrilamiento de los equipos o de colisión. No hubo heridos graves como resultado del incidente y solo el maquinista sufrió algunas heridas leves. Las circunstancias previas al incidente La tripulación de patio Y11615, que consta de un maquinista, un conductor y un guardafrenos, se presentó para el servicio en Patio Stanley, Walbridge, Ohio, a las 6:30 am del 15 de mayo de 2001. Después de la charla normal de trabajo con el Trainmaster, la tripulación Y11615 comenzó las tareas de maniobras de rutina hasta aproximadamente las 11:30 de la mañana, momento en que la tripulación recibió nuevas instrucciones y una segunda rueda de trabajo. Unos minutos antes de las 12:30 horas, la tripulación entró en el extremo norte de la vía K12, que se encuentra en el patio de clasificación, para mover 47 vagones que se encontraban en la vía K12 y debían llevarlos a la de vía salida D10. Con la locomotora acoplada a los 47 vagones en la vía K12, se mantenían aun dentro de las instrucciones y lo planificado. Las mangas de aire entre la locomotora y los vagones no estaban conectadas, lo cual es normal cuando se están realizando acoplamientos y desacoplamientos constantemente en las maniobras. Los frenos de aire en los vagones estaban, por tanto, inoperantes. El guardafrenos notificó al maquinista por radio para que tire los vagones al norte de la K12. Después de que el último vagón pasó por donde estaba el guardafrenos, siguió hacia el oeste. El incidente El maquinista afirmó que mientras tiraba al norte de la vía K12, el conductor le notificó por radio que el cambio de la punta de la vía PB9 estaba dispuesto a la inversa. El maquinista entiende que sería necesario frenar con la mayor agilidad en dicho cambio con el fin de disponerlo correctamente. Ni el conductor ni el guardafrenos estaban cerca del cambio PB9, y el maquinista pensó en detener su tren, bajarse de la locomotora, y disponer el cambio a su posición normal si era necesario. La velocidad hasta ese momento era de 17 kmh. El maquinista vio el cambio, pero debido a la llovizna, el riel mojado y el número de vehículos acoplados a la locomotora, preveía que no podría llegar a frenar el tren sin pasarlo. El maquinista respondió aplicando el freno independiente de la locomotora a plena aplicación. El freno independiente aplica los frenos de la locomotora. Aún así no se encontraba seguro de poder detenerse antes del cambio, por lo cual intentó usar el freno dinámico. El freno dinámico utiliza el sistema de tracción de la locomotora para frenar el tren. Desafortunadamente, el maquinista movió otra manija involuntariamente. Bajo la creencia errónea de que él había seleccionado correctamente el freno dinámico, en realidad movió el acelerador a la posición número 8 creyendo que aplicaba el máximo de frenado dinámico. Pero la colocación del regulador a la posición número 8 restableció la potencia completa y el freno independiente no iba a ser suficiente como para contrarrestarlo. Mientras el tren aún se movía a una velocidad de unos 12 kmh, el maquinista se bajo de la locomotora y corrió por delante para mover el cambio antes de que el tren pasara por este. Dispuso exitosamente el cambio antes de que pasara la locomotora apenas unos segundos antes. El maquinista corrió junto a la locomotora y trató de subir otra vez. Sin embargo, como la velocidad del tren no había disminuido como el maquinista había esperado, sino que por el contrario ya había aumentado a aproximadamente 19 kmh. Debido a la falta de equilibrio y los pasamanos de la locomotora mojados, el maquinista no pudo ponerse en pie en el estribo. Lo arrastró a lo largo de aproximadamente 25 metros hasta que se soltó y cayó al suelo. Incapaz de subir nuevamente y detener su su tren, corrió a ponerse en contacto con otro empleado del ferrocarril, que poseía una radio, y se encontraba en el extremo norte del patio. Este empleado inmediatamente notificó al Jefe de Patio sobre el tren fuera de control. El Jefe de patio notifica sin demora la cabina Stanley y al Trainmaster. El despachador de trenes para Toledo ubicado en Indianápolis también fue notificado. El tren ahora se dirigía hacia el sur. El guardafrenos observó al tren saliendo del patio, pero no vio inicialmente al maquinista en el suelo. El guardafrenos y otro empleado utilizaron un vehículo particular para perseguir el tren hasta el próximo paso a nivel para tratar de abordarlo. Su preocupación inmediata era la seguridad del maquinista, ya que temían que pudiera haber sufrido un ataque al corazón mientras estaba al mando de la locomotora. En el paso a nivel, a los dos empleados les fue imposible abordar el tren, pues la velocidad había aumentado a unos 30 kmh. Las autoridades locales y la Policía Estatal de Ohio fueron notificados del tren fuera de control aproximadamente a las 12:38 Los intentos para detener al tren fugitivo En un desvío llamado Galatea, aproximadamente a las 13:35, el despachador de trenes opera por CTC el cambio para que el tren ingrese a dicho desvío. Anteriormente, había sido colocado en la vía un descarrilador portátil en un intento por sacra la locomotora de la vía. El descarrilador portátil fue, sin embargo, despedido de la por la fuerza del tren. Descarrilador portátil Al mismo tiempo un tren con dirección norte, el Q63615 al mando de la locomotora SD40-2 8392 fue desviado por el despachador en el desvío Dunkirk, Ohio. La tripulación, Jess Knowlton un maquinista con 31 años de experiencia y Terry L. Forson, un conductor con 1 año de servicio recibieron instrucciones para desacoplar su locomotora y esperar hasta que el fugitivo pase por ese desvío. Aproximadamente a las 14:05, el tren fuera de control pasó de Dunkirke, y luego de disponer el cambio para la vía principal estos se dispusieron a perseguir al tren fuera de control. En Kenton, Ohio, la tripulación de la 8392 alcanzó a la formación fuera de control y lograron acoplarse con éxito al último vagón, a una velocidad de 82 kmh. El maquinista aplico gradualmente el freno dinámico de su locomotora. Y al llegar al cruce con la ruta 31 al sur de Kenton, logró reducir la velocidad del tren a aproximadamente 19 kmh. En el cruce también se encontraba posicionado el Trainmaster de CSX Jon Hosfeld, quien logro correr al lado de la locomotora y subir a bordo. Una vez en la cabina cerró inmediatamente el acelerador, y el tren no tardó mucho más en detenerse. Eran las 2:30 pm y el tren fuera de control había hecho 106 kms en poco menos de 2 horas. Un examen de los controles confirmó que el freno independiente de la locomotora se había aplicado plenamente, el freno automático se encontraba en la posición de servicio y el selector del freno dinámico no estaba en el modo de frenado. Todas las zapatas de freno se habían desgastado completamente. El ferrocarril dispuso adicionalmente una locomotora GP38 tripulada adicional más adelante hacia el sur de Kenton, por si fuera necesario. Afortunadamente, no se requirió esta opción. Investigación del Incidente El maquinista de la 8888 ( de quien su identidad nunca fue oficialmente revelada ) resultó levemente herido, pero se negó a tratamiento médico. Fue liberado de servicio con su tripulación a las 5:30 pm. El maquinista era un veterano ferroviario con 35 años de servicio que fue contratado por primera vez por el Pennsylvania Railroad en 1966, y promovido al servicio de locomotoras en 1974. Además su expediente de disciplina era excelente. Un inspector de la Administración Federal de Ferrocarriles realizó una inspección mecánica completa a la SD40-2 8888 de CSX. Encontró que todos los sistemas funcionaban normalmente de acuerdo la disposición en que se encontraban, incluyendo arenadores, los faros, las luces de posición, la campana, la bocina y las alertas. El recorrido del pistón del cilindro del freno no se pudo determinar, debido a que todas las zapatas de freno estaban completamente quemadas. Y aquí un video de la persecucion La cuestión del dispositivo de Hombre Muerto El sistema de frenos de aire de la locomotora SD-40-2 8888de CSX es del tipo 6L. El sistema de alerta y protección Hombre muerto está conectado directamente al sistema de frenos de aire para proporcionar una aplicación de penalidad automática , provocando un frenado de servicio completo causada cuando no se responde a la alerta de seguridad alrededor de cada 40 segundos. Cuando el tiempo de espera de alerta ha expirado, el maquinista debe presionar un pedal que restablecerá el tiempo de espera otra vez. El sistema de alerta se anula cuando se desarrolla una presión de 20 psi en el cilindro de freno, como en este caso. Fuentes http://kohlin.com/CSX8888/z-final-report.htm http://www.michiganrailroads.com/RRHX/Stations/CountyStations/WoodOHStations/StanleyYardOH.htm http://en.wikipedia.org/wiki/CSX_8888_incident
En la década de 1930 se llevó cabo una electrificación en el ferrocarril Pennsylvania Railroad. Esta electrificación era la solución para mover trenes con más coches y vagones sumado a una aceleración más rápida que la que las locomotoras de vapor podían desarrollar, principalmente en lo que a servicios de pasajeros se refiere. La catenaria y el resto de la infraestructura fué financiada en parte por el gobierno federal durante la Gran Depresión como un estímulo a la economía, y es la misma que aun hoy utiliza Amtrak en el NEC (North East Corridor). En 1933, el Pennsylvania decidió reemplazar sus no tan eficientes locomotoras P5a y encargó a General Electric y a Westinghouse que diseñen un prototipo de locomotora con las siguientes especificaciones: bajo peso por eje, mayor potencia que la P5a, una velocidad mínima de 160 km/h, una carrocería de diseño aerodinámico y cabina central. Diagrama general El propósito de estas locomotoras era el de su uso en sus recién electrificados corredores ferroviarios Washington-Nueva York y Filadelfia-Harrisburg. Ambos fabricantes entregaron sus prototipos en agosto de 1934. General Electric presentó la GG1 y Westinghouse la R1. La R1 era esencialmente una versión más potente y agrandada de la P5a con un arreglo de ruedas 2-D-2. Ambas máquinas fueron probadas en servicio regular entre Nueva York y Filadelfia. La R1 fue la primera que mostró desventajas operativas debido a que poseía una base de ruedas rígidas, lo que le impedía tomar curvas cerradas y algunos cambios de vía. Westinghouse R1 Finalmente el Pennsylvania eligió la GG1 y ordenó 57 locomotoras en noviembre de 1934. De las 57, 14 fueron construidas enteramente por General Electric en su planta de Erie en Pennsylvania y las 18 restantes en los Talleres Altoona de Pennsylvania Railroad en Altoona, Pennsylvania. Las 82 locomotoras restantes fueron armadas en los Talleres Altoona con componentes eléctricos y neumáticos provistos por General Electric y Westinghouse y con bastidores provistos por Baldwin Locomotive Works. GG1 El diseño tecnológico de la GG1 fue inspirado por la locomotora EP 3 de GE que ya corría en el New Haven RR y la locomotora P5A, diseñada y construida por PRR en conjunto con GE entre 1931 y 1934. De la EP3A, sacan conclusiones al experimentar con una unidad alquilada al New Haven y los bueno resultados de la performance de esta y la combinación con la tecnología aportada en la P5a, pero que eran vulnerables a las exigencias y les costaba mantener los horarios. También influyó el modelo R1ofrecido por Westinghouse. La preocupación del PRR se basaba en diseñar una locomotora capaz de tirar trenes de entre 12 y 14 coches a velocidades de 177 kmh y con un buen poder de aceleración, de modo de poder mantener horarios y tiempos de viaje acortados. Una característica distintiva de la GG1 respecto de la EP3y la R1, es que fue construida sobre un bastidor articulado que permitía el arreglo de ruedas C-2 + 2-C. El bastidor de la locomotora estaba dividido en dos mitades unidas mediante una articulación de rótula, lo que permitía que la locomotora pudiera negociar las curvas cerradas sin comprometer la marcha debido a su largo de unos 24 mts. Diagrama con el detalle de la articulación y los pares de motores de tracción Una vez que se terminó el prototipo, el PRR pidió a diseñador industrial Raymond Loewy el diseño de la carrocería y la estética de la GG1. En consonancia con la tendencia predominante de la época hacia una estética aerodinámica enfatizando la velocidad y el movimiento, Loewy instó a que el cuerpo sea soldado en lugar de remachado como se acostumbraba en las eléctricas norteamericanas de la época y que las esquinas se redondearan para producir una superficie limpia y lisa. Loewy también introdujo un esquema de pintura que combinaba un verde Brunswick brillante, con cinco rayas doradas paralelas a los lados. En cada extremo, las líneas se fusionaban en la base de la campana, lo que llevó a los aficionados ferroviarios a referirse a ellas como "bigotes de gato". Pero también ha tenido otras libreas en el mismo PRR, como cuando el esquema fue cambiado a rojo Toscana en 1952 y las líneas finas fueron simplificadas en una sola. Libreas de PRR Las cabinas estaban están desplazadas de los extremos hacia adentro, entre el transformador principal y la caldera para calefacción del tren. Esta disposición responde al llamado steeplecab (cabina campana). Pero había un factor específico que fue determinante a la hora de elegir este diseño y era el de la seguridad para la tripulación de cabina. Tomaron en cuenta el antecedente de una locomotora P5A boxcab (locomotora cuadrada como una caja con cabinas en los extremos) que tuvo una colisión con un camión, terminando con la muerte del maquinista. Este accidente llevó a que la misma P5A fuera modificada con una nueva carrocería steeplecab y fue el diseño a seguir a la hora de especificar el diseño de la GG1 y su antecesora R1 de Westinghouse. Cabina P5a sin modificar, aun como boxcab P5a modificada a steeplecab Entre las dos cabinas, como se mencionó antes, se encontraba la caldera a fuel oil destinada al propósito de producir vapor para la calefacción de los coches. Y el transformador principal, que tomaba los 11.000 V CA y 25 Hz de la catenaria por medio de un pantógrafo y los reducía a 600 V para la tracción y alimentación de los demás componentes. Los pantógrafos, que conducen la corriente eléctrica desde el hilo de la catenaria, se encuentran en ambos extremos de la locomotora. El circuito y sistema de tracción alimentaba 12 motores de tracción distribuidos en 6 ejes motrices de a dos motores por eje. Cada uno de estos motores desarrolla 385 HP dando a la GG-1 un total de 4620 HP en funcionamiento continuo. Son motores GEA-627-A1 de seis polos que trabajaban con una tensión de 400 V a 25 Hz. Par de motores de tracción Par montado con la corona en el eje pegada a la rueda A medida que envejecían y locomotoras más nuevas se hacían cargo del servicio de pasajeros a muchas GG1 les cambiaron la relación de engranajes para el servicio de carga. Ya en la década de 1950 Pennsylvania Railroad comenzó a transferir algunas GG1 al servicio de carga. Junto a otro clásico, la F7 ESPECIFICACIONES CONSTRUCTOR: PRR/GE con colaboración de Baldwin Locomotive Works y Westinghouse. POTENCIA: 4.620 HP (con picos de 8,500) PESO: 283.000 kg aprox. CANTIDAD CONSTRUIDA: 139 entre 1934 y 1943 CALDERA CALEFACCIÓN COMBUSTIBLE: Fuel oil PRESIÓN: 200 psi CAUDAL: 4,500 libras/hora PESO: 1,700 kg aprox. TRANSFORMADOR POTENCIA: 4.600 KVA PESO: 15,300 kg aprox. REFRIGERACIÓN: Líquida (PCB) MOTORES DE TRACCIÓN MODELO: GEA-627-A1 TIPO: 6 POLOS TENSIÓN: 400 V - 25 Hz POTENCIA: 385 HP CANTIDAD: 12 DIMENSIONES LARGO: 24,100 mm aprox. ANCHO: 3.050 mm aprox. ALTO: 4,500 mm aprox. ESFUERZO DE TRACCIÓN (sin especificar): 32,090 kg RELACIÓN DE ENGRANAJES MOTORES DE TRACCIÓN PARA PASAJEROS: 24:77 PARA CARGAS: 24:79 VELOCIDAD MÁXIMA PARA PASAJEROS: 177 kmh PARA CARGAS: 144 kmh ARREGLO DE RUEDAS: 2-C+C-2 (2-Co + Co-2 o 4-6-0 +0-6-4) TENSIÓN DE LÍNEA: 11.000 V – 25 Hz TENSIÓN PARA TRACCIÓN: 600 V TRANSFORMADOR DE CONTROL TIPO: Electro neumático PUNTOS DEL ACELERADOR (controller) PASAJEROS: 22 CARGAS: 17 ¿Por qué GG1? El Pennsylvania Railroad tenía un sistema estándar para la identificación de locomotoras basado en el arreglo de ruedas. Por ejemplo, una vaporera 4-6-2 era una K, una 2-10-0 era una I, una 2-8-2 era una L. Modelos posteriores recibirían un número como por ejemplo, K2, K3, K4. Y entonces, una 4-6-0 (4 ruedas portantes, 6 ruedas motrices y 0 ruedas) resulta ser una G. Cuando se introdujeron las locomotoras articuladas, ya sean eléctricas o de vapor, se clasificaron como dos locomotoras espalda con espalda. La GG1 es un 2-C + C-2 en términos de locomotora diesel, pero es una 4-6-0 +0-6-4 en términos de locomotoras vaporeras, por lo que eran dos locomotoras espalda con espalda, y por lo tanto, GG. Fue la primera y única versión de GG1 (no hubo GG2, pero todas las eléctricas tenían un número de seguimiento, a pesar de que las vaporeras no). Servicios La primera GG1 entró en servicio en 1935 y la última fue retirada del servicio en 1983. La GG1 superó al ferrocarril que la construyó y hasta a su sucesor. Esto puede deberse en parte al hecho de que la GG1 no recibió un puesto en el inventario del PRR, sino que se lo ganó. Cuando el Pennsylvania Railroad se fusionó con el ferrocarril Nueva York Central en1968, se formó el Penn Central. Para ese entonces quedaban 119 GG1 sobrevivientes aún en servicio y fueron adquiridas y siguieron siendo operadas por Penn Central. Aún la flota GG1 se mantenía en uso diario debido a su fiabilidad y recibieron la nueva librea del Penn Central, basado en un esquema negro sin ningún detalle más que el símbolo "PC" flanqueando sus lados, perdiendo todo el estilo que les imponía la librea de PRR. Años más tarde, apenas dos años después, Penn central se declaró en quiebra en 1970 y sus operaciones de carga fueron asumidas por Conrail, una empresa estatal creada específicamente para operar las líneas de la quebrada Penn Central y controlada por el gobierno federal. Conrail mantuvo sesenta y ocho GG1 en operación en el servicio de cargas hasta que ésta dispuso el fin de la tracción eléctrica en 1980. Una primitiva GG1 aun con el diseño remachado Y otra ya con el diseño soldado oficial Asimismo en 1971 se forma Amtrak y se le transfirieron unidades para uso general y para su uso en Nueva York y en los trenes suburbanos de Long Branch. Al acercarse a su quinta década de servicio, Amtrak, finalmente retiró su flota GG1 reemplazándolas por las nuevas y modernas EMD-ASEA AEM-7. El último tren de Amtrak de GG1 corrió en mayo de 1981. También se transfirieron algunas unidades al Departamento de Transporte de New Jersey pasando luego a formar parte de la flota de New Jersey Transit en servicio suburbano de pasajeros, para la línea de la Costa Norte de Jersey entre Nueva York y Amboy del Sur. New Jersey Transit las retiro de servicio en octubre de 1983. A pesar de su construcción robusta, las millones de millas acumuladas por estas unidades, finalmente causaron fisuras en el bastidor demasiado importantes como para justificar su reparación. Aunque además hubo planes de un proyecto de cambio de frecuencia de la red de 25 a 60 Hz. en el cual las GG1 serían inviables incluso pensando en una costosa reconstrucción. Sin embargo, y a pesar de muchos informes llevados a cabo desde la década de 1980 no se llevó a cabo y se siguió operando con los 25Hz hasta nuestros días. Video de las GG1 en acción De las 139 unidades construidas, sólo 16 han sobrevivido hasta hoy. La mayoría de los transformadores de las GG1, si no todos, cuando salieron de servicio fueron drenados, quitándoles de aceite refrigerante cargado de PCB. Algunas han sido restauradas estéticamente y se pueden visitar. Es bastante improbable que alguna de estas sobrevivientes vuelva a correr de nuevo, debido al costo prohibitivo para reconstruirlas o reemplazar los componentes eléctricos. Preservada por la asociación United Railroad Historical Society de New Jersey Preservada por el Museo Ferroviario de Pennsylvania Preservada en New York State Fairgrounds Ferrocarriles que las operaron: Pensilvania Railroad, Penn Central, Conrail, Amtrak y New Jersey Transit Tiempo en servicio: 48 años FUENTES http://www.spikesys.com/GG1/ http://www.dieselpunks.org/profiles/blogs/sunday-streamline-7 http://www.rrmuseumpa.org/about/roster/gg1.shtml http://history.amtrak.com/blogs/blog/digging-into-the-archives-the-amazing-gg-1 http://centrodeartigos.com/articulos-informativos/article_65200.html http://members.localnet.com/~docsteve/railroad/gg1.htm

Krauss-Maffei ML 4000 Las Krauss Maffei ML 4000 son un modelo de locomotora diesel-hidráulica, construida entre 1961 y 1969 por el fabricante alemán Krauss-Maffei de Munich, Alemania. Fueron construidos 37 ejemplares para dos ferrocarriles de América del Norte y uno de Brasil. INTRODUCCIÓN En 1959, General Motors Electro-Motive Division (EMD) reconstruía nueve locomotoras GP9 del ferrocarril Union Pacific como ejemplos de pre-producción de un nuevo sobrealimentador que aumentaría la potencia de las locomotoras de 1750 a 2000 HP. Convirtiéndolas en GP20. El Ferrocarril Southern Pacífic (principal competidor de UP) tomó en cuenta esta necesidad de mayor potencia en las locomotoras, ya que el negocio de SP estaba creciendo rápidamente. Los trenes de carga eran cada vez más largos y más pesados, y SP debía utilizar en promedio, cerca de 10 locomotoras para arrastrar los trenes de carga de larga distancia. Los principales caballos de batalla de SP en ese momento eran las EMD F7 y GP9. Aunque también tenía una pequeña flota de locomotoras Fairbanks Morse "Train Master" H-24-66 de 2.400 HP, pero que no eran adecuadas para el servicio de carga y fueron relegadas al área de la Bahía de San Francisco para tareas de maniobras. Después de mucha investigación, SP decidió experimentar con locomotoras diesel-hidráulicas y sorprendió a la industria ferroviaria estadounidense con la compra de tres de este tipo al fabricante alemán Krauss-Maffei, modelo ML-4000 de 4000 HP. Fueron descargadas en el Puerto de Houston, Texas el 31 de octubre de 1961. Tenía dos motores diesel Maybach V16 de 2000 HP cada uno y transmisión Voith. Imágenes en la planta de Krauss Maffei DL-4000 de primera serie, ´´carbody´´ Denver y Rio Grande Western Railroad también ordeno tres unidades, pero resultaron inadecuadas en el servicio de montaña, y se las vendió al SP a principios de 1964. En el Denver & Rio Grande Western Ya vendidas al Southern Pacific, pero aun con la librea de Rio Grande Las primeras ML-4000 traían carrocería tipo ´´carbody´´, sin pasarelas externas, similar a las unidades F de EMD. Y después de extensas pruebas SP encargó a Krauss-Maffei quince unidades más. Estas se entregaron en 1964, con los mismos motores y transmisiones, pero con una nueva carrocería tipo" hood", o sea, la clásica configuración norteamericana con pasarelas externas y balcones. Segunda serie, ´´hood´´ SP estableció que las pruebas con las ML-4000 a través de la cordillera de Sierra Nevada fueron insatisfactorias, por lo que fueron relegadas a la zona más favorable a través de California, a menudo combinadas con F7 o GP9. DESCRIPCIÓN GENERAL DE LA LOCOMOTORA Resultó ser una locomotora bastante fiable en términos generales. Pero eran una rara avis en el ferrocarril norteamericano, desde términos técnicos. Su tecnología europea difería bastante de la norteamericana, de motores robustos, sencillos y confiables, pero sobre todo fáciles de mantener. Krauss Maffei ofrecía un motor de altas revoluciones y además complicado, al que el personal de mecánica no llegó a convencer y siempre les traía dolores de cabeza y mucho más horas de trabajo que con una ´´americana´´. Como todo modelo que opere en via principal en USA, trajo baño (en el momento de la foto ya estaba fuera de servicio) Dos motores diésel las equipaban. Para arrancarlos ya se encontraban con la primera sorpresa. Para arrancarlos, primero había que precalentarlos. Trajeron de serie un precalentador del agua de refrigeración que se debe operar manualmente durante el arranque. El precalentador trae un interruptor de precalentamiento con dos posiciones: "Precalentador" y "Protección de congelamiento". Antes de arrancarlo, el motor se debe "precalentar" a una temperatura de entre 40 y 46 °C. El dispositivo fue llamado "Calentador Tipo 5932 Sistema Hagenuk´´. Y mediante el modo ´´Protección de congelamiento´´ se puede mantener la temperatura entre 15 y 21 °C durante un período relativamente largo en que el motor este parado. Además, para mantener una temperatura adecuada y estable del motor en regiones heladas, el sistema fue provisto de un termostato en la tubería de agua de refrigeración que corta y reinicia el sistema de calefacción de forma automática. El arranque en si era parecido al de cualquier ´´americana´´ de esa época, a través de un dínamo denominado Dynamaster, que actuaba como motor de arranque y luego como generador eléctrico. La velocidad de los motores diesel es controlada neumáticamente mediante la palanca del acelerador y por el regulador del motor. La velocidad de marcha en vacío es de 600 RPM y a plena carga de 1580 RPM. CABINA Cabina primera serie Su cabina era bastante amplia, con grandes ventanillas, igual que los parabrisas. Trajeron pupitre de control, funcional, o sea que el conductor tiene todos los controles a su alcance. Cabina segunda serie ESPECIFICACIONES CONSTRUCTOR: Krauss Maffei TIPO: Diesel-hidráulica MODELO: ML-4000 AÑO DE FABRICACIÓN: 1961-1969 TOTAL PRODUCIDAS: 21 para Estados Unidos (18 par Southern Pacific y 3 para Rio Grande). 16 para Ferro Vitória a Minas de Brasil ARREGLO DE RUEDAS AAR: C-C TROCHA USA: 1.435 mm BRASIL: 1.000 mm LARGO: 20.620 mm ALTURA: 4.594 mm PESO: 156 tn MOTORES DIESEL (2) MARCA: Maybach MODELO: MD870 V16 POTENCIA (cada uno): 2000 HP a 1600 RPM CANTIDAD DE CILINDROS: 16 a 60° TIPO: Ciclo de 4 tiempos, 6 válvulas a la cabeza, doble turbosobrealimentación DIÁMETRO DE CILINDROS: 185 mm CARRERA DEL CILINDRO: 200 mm RELACIÓN DE COMPRESIÓN: 16,2:1 RPM EN VACÍO: 600 RPM A PLENA CARGA: 1580 RPM ROTACIÓN: Antihoraria ORDEN DE ENCENDIDO: 1-14-6-10-2-13-5-16-8-11-3-15-7-12-4-9 CILINDRADA POR CILINDRO: 5,37 lts CILINDRADA TOTAL: 86 lts TRANSMISIÓN TIPO: Hidráulica (2) MARCA: Voith MODELO: L 830 r M CONVERTIDORES: 3 VELOCIDADES POR CONVERTIDOR CONVERTIDOR 1: 0-54.7 km/h CONVERTIDOR 2: 57-83.6 km/h CONVERTIDOR 3: 86-112 km/h FRENO HIDRODINÁMICO: KB510 EQUIPO NEUMÁTICO EQUIPO DE FRENO MARCA: Wabco MODELO: 26 C (incluye también la válvula 26 L para operar conjuntamente con las locomotoras ´´domésticas´´) COMPRESOR MARCA: Westinghouse MODELO: 3 CDCB DYNASTARTER MARCA: Brown Boveri MODELO: Ga L 104a DIÁMETRO DE RUEDAS: 1.016 mm VELOCIDAD MÁXIMA: 110 km/h CAPACIDAD COMBUSTIBLE: 15.897 lts ACELERADOR (controller): de 16 puntos PRINCIPALES COMPONTES Y CARACTERISTICAS SUSPENSION Y BOGIES Los bogies eran de tres ejes impulsados por cajas de velocidad conectada a cada eje. Todos los ejes estaban vinculados y la potencia era suministrada desde una sola caja de velocidad intermedia. Esta caja intermedia se montó en el bastidor del bogie, y por medio de un cardan entregaba la salida de potencia de la turbo transmisión Voith. | La locomotora está suspendida elásticamente de tres formas. La estructura principal se basa en 4 tacos de goma montados en las dos vigas transversales. Cada viga transversal era soportada por cuatro muelles helicoidales dobles en el bastidor del bogie, y finalmente seis resortes en los tres ejes. DYNASTARTER El dynastarter está montado en la caja de velocidad de la transmisión Voith, y luego de arrancar sirve de dinamo. La corriente necesaria para arrancar el motor se entrega por una batería. El dynastarter es a la vez generador eléctrico y motor de arranque. Para arrancar el motor diesel lo hace a través un par de engranajes en la transmisión y un cardan. A partir de que el motor diesel está en funcionamiento, comienza a trabajar como un generador para la alimentación de circuitos de control, iluminación y carga de las baterías. El sistema es simple, montado sobre la transmisión, conectado a un sistema de cambios intermedio, y finalmente conectado al motor diesel por medio de un cardan al cigüeñal. Cada dynastarter está protegido contra sobrecargas y / o cortocircuitos por un interruptor automático. EL MOTOR MAYBACH Es un típico motor diesel de 4 tiempos. Lleva seis válvulas por cilindro: tres de admisión y tres de escape, pero de distintas características entre las de admisión y las de escape. Las válvulas de escape están equipadas con ´´rotación positiva de la válvula". Además difieren en que las válvulas de admisión, no sólo tienen el diámetro del eje de otra medida, sino que incluso llevan diferentes asientos y chavetas. El cigüeñal está dispuesto en el block a través de un "túnel". No existen cojinetes ni bancadas propiamente dichas en el block del MD870 ni accesorios que se aflojen o se separen. Cigüeñal y ´´tunel´´ en el block Diagrama de las partes del motor Cada V-16 está equipado con dos turbocompresores AGL83 / 1 que funcionan a partir del movimiento producido por la salida de los gases de escape . Trabaja a un máximo de 17.000 RPM con una presión de aire de carga de 14,5 psi. Estos están montados sobre un eje vertical entre las tapas de cilindros. En el prototipo de 1961 experimentó una falla de lubricación del cojinete superior y la coquización (1) del cojinete inferior. (1)Coquizacion Los aceites que son sometidos a temperaturas demasiado elevadas y que no disponen del aire suficiente para arder debidamente se carbonizan, produciendo una especie de coque que perjudica la superficie lubricada. Uno de los temas más importantes en el mantenimiento era la cabeza del pistón y la configuración del cilindro. Los pistones son de acero y sus cabezas desmontables, diseñadas para su remoción y sustitución por piezas individuales. En el taller, dos mecánicos podrían retirar y reemplazar un conjunto de fuerza EMD (un único cilindro, en esencia) en unas horas; los Maybachs requerían más personal, mucho más tiempo, y muchos más accesorios y herramientas especiales. Turbo Se buscó una solución y se modificó el suministro de lubricación en los modelos de serie, pero estos problemas siguieron surgiendo ocasionalmente. Según los registros de SP, las ML-4000 experimentaron al menos seis casos de insuficiencia en la lubricación del turbo en cuatro años. TRANSMISION Turbo Transmisión Voith, Tipo L 830 r M (En adelante denominado: transmisión hidráulica) La transmisión hidráulica, es una transmisión turbo de 3 convertidores combinados, más un freno hidráulico (hidrodinámico). En el lado de entrada está conectada directamente con el motor por un eje de transmisión . El eje de salida de accionamiento de la transmisión hidráulica está conectado con la caja de velocidad intermedia por un cardan. Para cada uno de los convertidores, del 1 al 3 corresponde un cierto rango de velocidad, controlados neumáticamente a través de un acelerador de 16 posiciones. Pasar de un convertidor a otro se realiza de forma automática sin que el conductor intervenga más que cambiando la posición de marcha. La transmisión es del tipo autolubricante, por lo que no se requiere de un sistema de lubricación especial. Para frenar en pendientes pronunciadas la transmisión hidráulica se ha combinado con un freno hidrodinámico. Las diversas etapas del freno hidrodinámico son controladas por el conductor, por medio de la palanca de potencia y la palanca de control del freno a través de un dispositivo de transferencia automática a los acoplamientos de frenos hidráulicos. El calor creado en la transmisión hidráulica y en el freno hidrodinámico se transfiere al circuito de agua de refrigeración a través de dos intercambiadores de calor. Eje y cajas de velocidad Los ejes de las cajas de velocidad están montados sobre los ejes de las ruedas. Se trata de engranajes cónicos combinados con un par de engranajes de dientes rectos y transmitir así la potencia desde la caja de velocidad intermedia a los ejes del bogie por medio de ejes cardanes. Los engranajes del eje son también autolubricantes. Engranaje conico en el eje delpar montado Detalle de caja de velocidad conectada al eje conico Frenado hidrodinámico El freno hidrodinámico se acciona girando la palanca del acelerador a la izquierda de la posición "O". Si se inicia el frenado hidrodinámico, la velocidad del motor se ajusta automáticamente a 900 rpm. La palanca del acelerador tiene ocho posiciones para proporcionar la fuerza de frenado hidrodinámico necesaria. El sistema está diseñado con un enclavamiento del freno dinámico para impedir la aplicación de los frenos independientes (los de la locomotora) durante la aplicación de servicio del freno automático (freno del tren), mientras el freno dinámico está en uso. Compresor de aire Para producir el aire comprimido necesario para el frenado y para el control neumático, cada locomotora está equipada con dos compresores Westinghouse 3 CDCB que trabajan independientemente el uno del otro. Estos compresores son del tipo de dos etapas, refrigerados por aire, y directamente impulsados cada uno de uno por los motores diesel por medio de correas trapezoidales. Si uno de los compresores sufre un desperfecto puede ser aislado. La capacidad de cada compresor es de 225 pies cúbicos / min a 1000 RPM EN SERVICIO Ha sido una locomotora relativamente confiable que básicamente corrió cargueros de larga distancia a través de los valles californianos, ni sobresaliendo, ni penando. Publicidad de KM Se dice que eran pobres cuando se las exigía al máximo en situaciones difíciles, como el frenado hidrodinámico en una pendiente. Respecto a esto los conductores se referían a esas situaciones como pesadillas. También eran poco queridas por el personal de talleres por su complejidad técnica y el exceso de tiempo y personal que requería en muchas reparaciones de componentes similares a los modelos ´´domésticos´´, como por ejemplo el cambio de pistones. LA ML-4000 ´´CÁMARA´´ Una de estas locomotoras tuvo el extraño y peculiar destino de ser reconstruida en un coche cámara. SP había decidido construir un simulador computarizado de locomotora para la formación de conductores. Para esto se pensó en grabar películas en las líneas reales de SP y para llevarlo a cabo convirtió un ML-4000 a coche cámara. SP también llegaba regularmente a sus accionistas y clientes con mensajes publicitarios mostrándoles que la empresa estaba en la vanguardia del transporte y las comunicaciones. Los Estados Unidos también estaban abrazando la era de la informática, y la tecnología de los simuladores había avanzado mucho desde sus orígenes en la Segunda Guerra Mundial y los simuladores para pilotos. La candidata fue la 9010 que se convirtió en 1968 en el coche 8799. Fue construida entre 1968-1969 en los Talleres Generales Sacramento, en California, renombrándola primeramente como SPMW # 1, renumerándola luego como SPMW 1166, hasta que en junio de 1969 finalmente, pasó a ser la SP 8799. Todo el equipo de cámara se instaló en la trompa corta, siendo totalmente reconstruida, agregándole un marco extra de acero y una cubierta de chapa de acero pesado para protección en caso de colisión. Además se la sometió a una serie de modificaciones en el extremo frontal, especialmente relacionados con el propósito de mantener el objetivo de la cámara claro. Otro cambio fue el de retirarle uno de sus motores diesel para dar paso a un generador auxiliar conectado al segundo diesel, para suministrar electricidad para el equipo de la cámara. La falta de peso al quitarle un motor, se compensó con lastre. La tracción quedó totalmente inhabilitada, por lo que se requirió de una locomotora adicional para cualquier movimiento. Sin embargo, todos los controles de la locomotora se mantuvieron en funcionamiento en la cabina de la unidad. La idea era conducir siempre desde la cabina del coche de la cámara. La práctica habitual parecía ser de viajes especiales, con sólo una locomotora auxiliar. Retiro del servicio A diferencia de muchos fabricantes estadounidenses, Krauss Maffei era comercial y políticamente dependiente de los proveedores de los componentes fundamentales de su producto. Padecían inconvenientes a causa de inyectores defectuosos, problemas con los balancines y válvulas. Importantes problemas de refrigeración y combustión en los largos túneles a gran altitud. También fueron relativamente complejos para el personal de talleres. Para cuando esos problemas fueron corregidos, en gran medida a través del tiempo por los ingenieros de Maybach, SP ya había decidido cancelar el "experimento" y retirar del a todas las Krauss Maffei. Otro factor determinante fue que ya para finales de 1960 la tecnología de las locomotoras estadounidenses comenzó a ponerse al día y a evolucionar en cuanto a potencia se refiere. La operación de las locomotoras diesel-hidráulicas, si bien eran útiles dentro de todo, ya no era justificable, teniendo en cuenta las contras de su rebuscada tecnología contra la simpleza, robustez y eficiencia a bajo costo de los modelos ofrecidos por los fabricantes ´´americanos´´. SP prefirió suplir sus necesidades de potencia con conocidos constructores estadounidenses. En 1966, ordenó a EMD sus flamantes modelos SD40 (3000 HP) y SD45 (3600 HP). Estas nuevas locomotoras, junto con las U30C y U33C de General Electric, se convirtieron rápidamente en las nuevas unidades de alta potencia elegidas. Las primeras ML-4000 fueron retiradas en septiembre de 1967. En ese mismo año la Pacific Locomotive Asociation ( organización que opera el tren turístico Niles Canyon Railway) solicitó a SP una locomotora para excursión con pasajeros, de preferencia con una unidad ML-4000 ´´carbody´´. Y se les cedió la número 9120, que junto con un par de EMD FP7 corrió una serie de excursiones de pasajeros en la primavera de 1967, la única vez que el modelo ML-4000 se utilizó en el servicio de pasajeros. Y por si quedaban dudas acerca de lo que SP pensaba de las DL-4000, en su informe final decía lo siguiente: ´´Podrían proveer una confiabilidad humilde de propulsión con costos de mantenimiento competitivos, aunque son de una complejidad constructiva que presenta una importante inaccesibilidad para la reparación´´ Finalmente, el 13 de febrero de 1968, SP anunció el fin de su programa de locomotoras diesel-hidráulicas. Para el fin de ese mismo año, todas las ML-4000 habían sido retiradas de todo servicio. LAS KRAUSS MAFFEI EN BRASIL El ferrocarril brasileño Estrada de Ferro Vitória a Minas ordenó entre 1966 y 1969 a Krauss Maffei 16 unidades modelo DL-4000, pero de trocha métrica. Eran las locomotoras más potentes en uso sobre vías de ancho métrico. Permanecieron en servicio hasta la década de 1980, hasta la llegada de las EMD DDM45. El primer grupo entregado a EFVM fue en septiembre de 1966. La orden completa de16 unidades se terminó de entregar en 1969. Estas locomotoras fueron construidas esencialmente bajo el mismo diseño que las 15 "unidades hood" de segunda serie del Southern Pacific, pero para trocha de un metro, con un gálibo ligeramente menor, y con particularidades técnicas para operar en clima cálido. Y así mismo, en Brasil experimentaron problemas similares que en Estados Unidos. En 1983 operaba sólo una ML4000 de 16 y había negociaciones para reconstruir la flota. Sin embargo las conversaciones se rompieron por supuestos desacuerdos con la garantía, y sólo dos unidades fueron reconstruidas. Y como epitafio, ninguna de las brasileñas fue preservada. LA SOBREVIVIENTE La única sobreviviente de la flota alemana DL-4000 hidráulica en el mundo pasó es la 8799 (original 9010), la misma que fue convertida en coche cámara. link: https://www.youtube.com/watch?v=QLvUI8xv8aU Finalmente desocupada (término de SP para designar su condición de dada de baja) en octubre de 1984, fue donada al Museo del Ferrocarril del Estado de California en abril de 1986. Allí quisieron en un intento fallido, devolverle su aspecto original re modificando su trompa corta a original. Del fracaso pasó al abandono, sin trompa y expuesta a los elementos y potenciales ladrones en el antiguo patio Sacramento de SP, y adquirida por la Pacific Locomotive Association en 2008, quienes le devolvieron su número original 9010 y su trompa corta. https://www.youtube.com/watch?v=2VNRcoC6U5g Estado en que la buscaron En 2008, ya en manos de la Pacific Locomotive Association, que opera el ferrocarril turístico Niles Canyon Railway , entró en un largo proceso de restauracióna ´´nuevo´´, con el propósito de re convertirla en una ML-4000 standard y en orden de marcha. Actualmente sigue en restauración pero con grandes adelantos. link: https://www.youtube.com/watch?v=2VNRcoC6U5g Reconstrucción de la trompa corta Esta tarea es más que elogiable, ya que no existe ninguna trompa como para comprar e instalarla. Por lo tanto debieron construir una. Comenzaron trabajando a partir de un solo dibujo de Krauss-Maffei proporcionado por el Museo CSRM y muchas fotos muy detalladas, lo cual les dió una buena idea de cómo se construyó la trompa. link: https://www.youtube.com/watch?v=xHtxG3ibwnw FUENTES http://en.wikipedia.org/wiki/Krauss-Maffei_ML_4000_C%27C%27 http://espee.railfan.net/sp-camera_car.html http://sp9010.ncry.org/facts.htm Manual operativo Krauss maffei
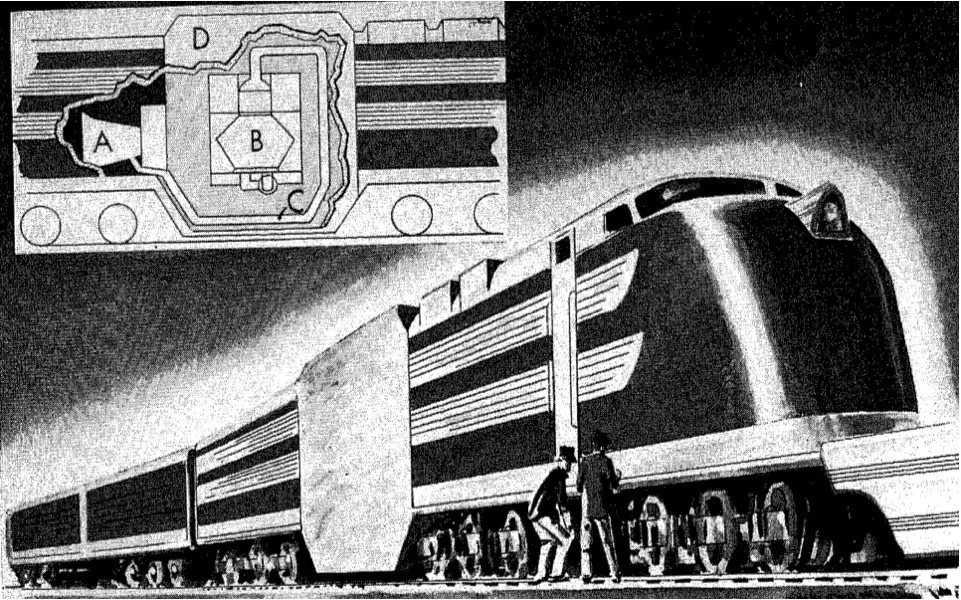
Para el año 1954 ya habían pasado nueve años desde el nacimiento de la era atómica y tres desde la primera vez que se generó electricidad por medio de la energía atómica. La Marina de EE.UU. ya planeaba el primer submarino atómico del mundo para el siguiente año y la Fuerza Aérea de EE.UU. no tardaría en probar el primer turborreactor atómico para la propulsión de aeronaves. Incluso se gestaban otros programas dirigidos a crear compañías atómicas para propulsar aviones, buques de carga, los cohetes y trenes, que es lo que aquí nos compete. En los primeros años de la era atómica, esta energía era vista como una tecnología similar a la máquina de vapor o el motor de combustión interna, una nueva fuente de energía que, naturalmente, pretendía que sus predecesores sean obsoletos. En primer lugar habría barcos y submarinos, donde el tamaño y el peso eran un problema menor. Luego vendrían los aviones y trenes, siguiendo digamos, una progresión natural del desarrollo tecnológico. La seguridad era un problema solucionable, y el costo se reduciría a medida que se fuera adquiriendo experiencia y los reactores atómicos comenzaran a ser producidos en masa. El futuro era brillante, iluminado por el amistoso resplandor del átomo. Ya ubicados en el contexto de la llamada Era atómica como para entender cómo es que se les pudo ocurrir trenes atómicos, nos abocaremos a los proyectos que se idearon por ese entonces. Por suerte ninguno de ellos llegó a ser una realidad. Proyecto X-12 del Dr. Lyle Borst La especulación sobre las locomotoras con motor atómico comenzó a verse como posible realidad, allá por el año 1946 por lo menos; y del que menos información se tiene aun. Representacions técnico artísticas del proyecto de 1946 Pero el verdadero comienzo de la locomotora atómica fue en 1954 con la X-12 del Prof. Lyle Borst. Diagrama general de la locomotora, con cuerpo aerodinámico emulando el diseño de las locomotoras diesel de la década de 1950 a - Compresor de aire para frenos b - 24 ruedas motrices y bogies de seis ejes c - Bastidor d - Truss puente de carga pesada para apoyo del reactor e – Motores de tracción f - Reactor nuclear g - Dos de los cuatro generadores principales h - Dos de las cámaras de blindaje i - Turbina de vapor principal j - Articulación k - Tubería de conexión del condensador y radiadores l - Radiadores m – Bogie trasero n - Ventiladores para la refrigeración o – Compartimiento del reactor q - Caja de engranajes r - Armario eléctrico s – Maquinista t - Regulador / acelerador u - Freno v – Ayudante Otro diagrama, pero en inglés La X-12 comenzó como un proyecto de estudiante de posgrado en la Universidad de Utah, pero pasó a ser patentado y presentado a la prensa popular y en reuniones académicas e industriales. El Prof. Lyle Borst, líder del proyecto, había estado involucrado durante los primeros días del Proyecto Manhattan (la bomba atómica norteamericana). Ayudó a diseñar el reactor de grafito de investigación del Laboratorio Nacional de Brookhaven antes de convertirse en profesor de física en la Universidad de Utah. Tenía una amplia experiencia en el diseño de reactores y había formado parte de los primeros esfuerzos junto con la Federación de Científicos Atómicos para presionar al Congreso para mantener el control de las armas nucleares en manos de civiles y no de militares. Cuando el Prof. Borst comenzó a enseñar el curso de Tecnología de Física Nuclear en la Universidad de Utah, se propuso diseñar un sistema nuclear real como parte del curso. En 1952 se impartió el primer año del curso, y la clase ayudó a diseñar el reactor de investigación de la Universidad. El proyecto de la locomotora atómica, o X-12, fue el proyecto del segundo año. Uno de los beneficios que encontraba en este proyecto era que el reactor de una locomotora atómica sería más pequeño y por lo tanto mucho más barato que uno para una planta de generación de electricidad. En ese momento, los reactores nucleares de energía eléctrica estaban teniendo dificultades para encontrar financiación. Borst esperaba que una locomotora atómica fuera una manera de acercar la energía nuclear al sector privado con un menor costo por adelantado. Ninguno de los estudiantes graduados en el curso tenía alguna experiencia en ingeniería, por lo que el asesoramiento técnico se obtuvo a partir de operadores ferroviarios y fabricantes de locomotoras, incluyendo a GM, Commonwealth Edison, Babcock & Wilcox, Trane, GE, Westinghouse, y McQuay, Inc. La intención era realizar un estudio básico de viabilidad, dejando una gran cantidad de detalles de ingeniería para los desarrollos futuros. La construcción de un reactor suficientemente pequeño como para caber en una locomotora, pero lo suficiente para proporcionar una potencia útil de gran alcance, era un reto difícil. La principal limitación sería el volumen, y, en particular, el ancho y la altura. El peso fue una cuestión relativamente menor, y la longitud podría ser solucionada distribuyendo la locomotora en varios vehículos, pero las dimensiones de las vías férreas y túneles impuso duras restricciones en el diseño del reactor y los sistemas asociados. La Locomotora La locomotora atómica X-12 estaría compuesta por dos vehículos. Uno llevaría el reactor, la turbina, el condensador y los generadores (motriz), mientras que el segundo llevaría un sistema de radiadores y ventiladores para deshacerse del calor residual producido por el reactor (radiador). Sería esencialmente una versión gigantesca de una locomotora diesel-eléctrica con el motor diesel reemplazado por el reactor y la turbina: el reactor generaría vapor, que la turbina convertiría en energía mecánica, lo que movería a los generadores, lo que daría potencia a los motores de tracción. El vehículo motriz tendría una longitud de 30.480 mm, el vehículo radiador otros 18,288 mm; juntos pesarían 32,658 kg, de los cuales más de la mitad serían el peso del blindaje contra la radiación. Plano general de la X-12 La turbina se conectaría a cuatro generadores y cada uno tendría que entregar alrededor de 1,3 MW de energía. Las limitaciones de espacio exigían que cada generador sólo midiese 70 cm de ancho. En ese momento, aún no existían generadores que fueran tan chicos y a la vez tan potentes, por lo que también tendrían que ser desarrollados. Los motores eléctricos, por lo menos, serían bastante estándar. La locomotora sería impulsada por nueve ejes tractivos en el vehículo motriz, y tres en el vehículo radiador; juntos arrojarían 7.000 HP en las operaciones normales, con la capacidad de llegar a 10.000 HP por cortos períodos. Teóricamente alcanzaría una velocidad de 95 km/h en unos impresionantes 3 minutos y 32 segundos, tirando de un tren de 5.000 toneladas de peso. Representación de la sección del panel de control del reactor, cercano a la cabina Como un proyecto de clase para físicos, el foco del trabajo de diseño de la X-12 fue, naturalmente, el reactor. La X-12 utilizaría un reactor homogéneo acuoso (AHR), sobre todo porque había mucha información no clasificada disponible de este tipo de reactores en ese momento, lo cual no pasaba con otros tipos de reactores. Esto resultó ser una coincidencia fortuita. Sistema de Reactor El combustible del AHR de la X-12 sería sulfato de uranio disuelto en agua. Los reactores AHR fueron uno de los primeros tipos de reactores desarrollados, y el primero que estaba operando en Los Alamos Scientific Laboratory antes de que se lanzara la bomba sobre Hiroshima. Representación técnico artística del reactor y la turbina de vapor El blindaje contra la radiación consistiría en capas de acero y un "material hidrogenado´´ no especificado, tal como agua , parafina , o yeso . El acero se ocuparía de los rayos gamma, mientras que el hidrógeno se ocuparía de los neutrones. Diagrama del reactor No hay detalles sobre la instrumentación o los controles del reactor. Sin embargo desde que se comenzó su diseño, se pensó para ser utilizado sólo por dos miembros de la tripulación sin que necesiten demasiado entrenamiento especial. Representación técnico artística del circuito condensador Representación externa del vehículo radiador Seguridad El equipo de Borst consideraba la seguridad como una preocupación bastante menor. El reactor homogéneo acuoso sería intrínsecamente estable en el funcionamiento normal, y la vasija del reactor sería de doble pared en caso de fugas. El único peligro real se presentaría en un accidente, y el equipo de Borst se encontraba totalmente convencido de que podían diseñar el reactor capaz de soportar casi cualquier cosa. Las corazas de acero utilizadas como blindaje contra rayos gamma también se pretendía que absorbieran las fuerzas de un choque. El grupo de Borst pensaba que el reactor de la locomotora podría sobrevivir a casi todos cualquier accidente sin que se produzcan fugas de material radiactivo. Pero, en el caso de que si se produjera una fuga, el material nuclear contaminaría los alrededores, pero no pasaría por ninguna situación crítica en que se produjera una explosión incontrolada. El equipo demostraba en todo momento su visión ´´física´´ de la problemática de la posible rotura del reactor, dejando en evidencia (además del contexto de la época) en que esa contaminación ambiental sería algo por lo cual no había que preocuparse demasiado. Pero los ingenieros de los ferrocarriles si alzaron la voz ante las dudas de estas afirmaciones. Sin embargo, los escépticos siempre terminaban sus declaraciones con la advertencia de que, igualmente, con la tecnología avanzando rápidamente, estos problemas serían, sin duda, en última instancia, superados con modernos sistemas de seguridad que se fueran desarollando. Publicidad A pesar de que comenzó como un proyecto de clase, el profesor Borst se quedó lo suficientemente satisfecho como para pensar que la X-12 podría ser comercializada. El proyecto fue publicado en forma de folleto en enero de 1954. El Prof. Borst logró publicitarla en la revista Life, Popular Science y algunas otras revistas para el público general. Se publicaron también artículos en revistas del sector, como la revista Power and Railway Age. Borst incluso llegó a presentar el documento en una conferencia de trenes en abril de 1954, y para el Foro Industrial Atómico en mayo del mismo año. En abril de 1955 Borst presentó una patente sobre una versión mejorada del reactor de la locomotora. Se dice que el profesor Borst se acercó al fabricante Babcock & Wilcox quien se encontraba interesado en el desarrollo de la X- 12 y hacerla completamente funcional. Pero este interés, evidentemente, nunca pasó de la intención, y lo último que se ha escuchado fehacientemente acerca de la X- 12 fue la presentación de la patente en 1955. No obstante, mientras que la X- 12 nunca llegó más allá del papel, se desencadenó una oleada de interés en el concepto de la locomotora atómica en la industria ferroviaria. Bruce Gunnel El primero en proseguir con la idea y concepto del proyecto X- 12 fue Bruce Gunnel, quien ya había sido el enlace entre la Asociación de Ferrocarriles Americanos (AAR) y la Comisión de Energía Atómica desde 1948, e incluso había asistido al Foro Industrial Atómico en el que el Prof. Borst presentó la X- 12. A diferencia de Borst y sus estudiantes graduados, Bruce Gunnel era un ingeniero de ferrocarriles, no un físico. No obstante, al igual que ellos, estaba intrigado por la posibilidad de la propulsión atómica, aunque bastante menos optimista sobre sus perspectivas a corto plazo. A petición de la AAR, Gunnel presentó su propia propuesta en la siguiente reunión del Foro Industrial Atómico en 1955. La locomotora de Gunnel tendría un reactor con 11,2 MW de potencia térmica, que se enfriaría por medio de aire. Una turbina movería un generador, que a su vez alimentaria 6 motores de tracción distribuidos en dos bogies de tres ejes cada uno erogando 3.000 HP, menos de la mitad que la X- 12. Esta locomotora sería una unidad compacta, a diferencia de la X- 12 con el vehículo radiador acoplado. Pesaría 174,179 kg, de los cuales 38,555 serían del blindaje. Su longitud sería de 20,726 mm. Pero la gran diferencia entre el diseño de Borst y el de Gunnel, es que el de este último estaba totalmente focalizado en la seguridad de una locomotora atómica, y describió las consecuencias de un choque frontal entre dos de estas locomotoras vívidamente, con la alerta de rotura de la coraza del reactor y la consecuente contaminación con el material altamente radiactivo. Gunnel llegó a la conclusión de que la locomotora atómica no tenía ningún papel en el transporte de civiles en un futuro próximo, pero también dijo que, no obstante, con el tiempo quizás fuera necesario desarrollarla seriamente cuando nos encontremos limitados de combustibles fósiles; demostrando la capacidad analítica y previsora de Gunnel. Estaba convencido que en el largo plazo, los problemas actuales de seguridad serían resueltos. Denver & Rio Grande Western Railroad Gunnel solamente fue el primero en seguir los pasos de Borst. Ray McBrian del Ferrocarril Denver and Río Grande Western (DRGW) había estado investigando en silencio locomotoras impulsadas con energía atómica desde 1952. En enero de 1955, el fabricante de locomotoras Baldwin -Lima -Hamilton Corporation y el D&RGW comenzaron el estudio de una locomotora atómica con la participación de la Comisión de Energía Atómica (AEC) que apoyó el desarrollo del proyecto instrumentando un programa industrial, a través del cual los ingenieros pudieron tener acceso a los datos clasificados de AEC sobre reactores de potencia. Se gastaron por lo menos 100.000 dólares en el proyecto que duró varios años. Desafortunadamente, los detalles del programa son escasos. La planta propulsora de la locomotora consistiría en un cilindro hecho de un material moderador, tal como el berilio o grafito. Este cilindro contendría gas de hexafluoruro de uranio (UF6) y que sería comprimido por un pistón . La compresión causaría que el gas genere calor y por la presión empujaría el pistón a la inversa, siendo un tipo de motor de combustión interna nuclear. El movimiento del pistón generaría electricidad mediante electroimanes, y esta se utilizaría para traccionar el tren. Este enfoque no sería tan eficiente térmicamente como un diseño de reactor convencional. Sin embargo, podría ser mucho más compacto ya que no requeriría turbomaquinaria o un condensador. Los miembros del equipo sugerían que incluso podría ser adecuado para su uso en automoviles. El diseño sería teóricamente capaz de desarrollar hasta 20.000 HP. Sin embargo, como la experiencia terminó demostrando, nuclearmente, las cosas se pueden volver siempre peores. Resultó que a alta temperatura, el hexafluoruro de uranio se descompone en UF4, un polvo de color verde, y en gas de flúor. El flúor es extremadamente corrosivo y extremadamente tóxico. Por lo cual, a pesar de que no se conocen los materiales específicos del diseño del cilindro, ni su diseño en si, igualmente es presumible que en caso rotura del cilindro (como podría ocurrir en un accidente), el gas podría escapar libremente a la atmósfera y quedar sujeto a las corrientes de aire provocando su desplazamiento más allá del lugar del accidente. En 1956 se unió al proyecto el Laboratorio Nuclear Walter Kidde, y este continuó por lo menos hasta 1960. Sin embargo, esta investigación con el tiempo se volvió a centrar en el uso de rayos gamma y el carbón en polvo como aditivo para el combustible diesel. Aunque no se conocen las razones exactas para el cambio en el enfoque. Mientras tanto, en octubre de 1955, el senador John Butler había anunciado que iba a presentar una ley que autorice a la Comisión de Energía Atómica a desarrollar un reactor atómico en miniatura adecuado para su uso en una locomotora. Esto se debe probablemente a la instigación de Patrick McGinnis, director ejecutivo del Ferrocarril New Haven, quien al parecer nunca conoció una nueva tecnología que no le gustara y entusiasmara. El senador sugirió a la AEC que construyera un " tren de la libertad" atómico impulsado para que, según una cita del senador, " recorra los Estados Unidos y para dar a nuestra gente una visión de primera mano de los progresos realizados en el programa " átomos para la paz ". La AAR Finalmente, un Comité de la Asociación de Ferrocarriles Americanos (AAR) también publicó una serie de informes entre 1955 y 1959 sobre las locomotoras atómicas. En enero de 1956 se contrató a un físico e ingeniero nuclear, llamado Boris Cimberlis para trabajar medio tiempo en un estudio acerca de la aplicación ferroviaria de la energía atómica. Bosquejo de la locomotora atómica de la AAR Incluso ALCO se sumó a la gran movida atómica financiando un estudio para diseñar una locomotora atómica, denominada " A- 100". Desafortunadamente hay muy poca o nada de información sobre este proyecto. Y no podían faltar los rusos y los alemanes A finales de 1956, el gobierno de Alemania Occidental hizo planes para un prototipo de locomotora atómica de ocho ejes, 35m de largo, 175 toneladas y 5.916 HP utilizando un reactor refrigerado por helio. Lamentablemente no existen detalles de este proyecto más que una representación técnico artística del posible prototipo. Y finalmente queda el programa ruso, llevado a cabo en el Instituto de Baumann en Moscú a partir de 1956. No está claro si se trataba de un estudio serio, o sólo una especulación, pero un estudio publicado por el Instituto describe una locomotora turbina de vapor eléctrica de 430 toneladas, 50 metros de largo y 5.500 HP. La locomotora constaría de dos vehículos: el primero llevaría el reactor y el intercambiador de calor, en tanto que en el segundo se instalaría la turbina y el condensador, unidos por tuberías flexibles. El reactor de la locomotora Baumann sería probablemente el más impresionante reactor jamás propuesto para uso en una locomotora. Se trataba de un cilindro de 6 metros de altura y 4,5 metros de ancho. Utilizaría barras de uranio contenidos en una matriz de moderador de grafito. Como refrigerante sodio líquido, propulsado por bombas electromagnéticas. Este circuito de refrigerante primario calentaría un segundo circuito de refrigerante de sodio líquido a través de un intercambiador de calor, lo que a su vez herviría el agua para generar el vapor a utilizar en la turbina. Los generadores alimentarían doce ejes motrices. Esto sería un gigante en comparación con el reactor de Borst. El blindaje sería de capas de concreto y acero, y estaría enfocado hacia la parte delantera de la locomotora, donde se encuentra la cabina de conducción. La locomotora tendría 1.000 kilómetros de autonomía, el cual es un límite impuesto por el suministro de agua, no el de combustible. Los rusos afirmaron que podría operar durante 300 días entre reposiciones de combustible. Conclusión La idea de la locomotora atómica se desvaneció después de 1960, y no es difícil ver por qué. Después de Borst, casi todos los estudios terminaron con la conclusión de que una locomotora atómica probablemente sería insegura y sin dudas sería antieconómica. En 1957 alguien describió la locomotora nuclear como "la solución más ingeniosa a la pregunta de cómo combinar mínima utilidad con máximo peligro". Aunque muchos vieron que estos problemas tenían posibles soluciones, estas no estaban aún disponibles, y parecía poco probable que lo estuvieran en un futuro próximo. Los promotores más entusiastas de la locomotora atómica, como el Prof. Borst y al senador Butler, nunca estuvieron realmente interesados en una locomotora atómica per se. Más bien estaban interesados en la energía atómica, y una locomotora ofrece una manera convenientemente compacta para usarla. Los ingenieros ferroviarios más moderados, como Bruce Gunnel estaban interesados, pero su visión de materialización era a largo plazo. FUENTES http://brainmindinstrev.blogspot.com.ar/2012/03/project-x-12-borsts-imaginary-nuclear.html http://atomic-skies.blogspot.com.ar/2012/07/to-peoria-by-atom.html
Esta compañía nace de la fusión de otras dos importantes compañías ferroviarias: la Burlington Northern y la Atchison Topeka and Santa Fe. Posee la segunda mayor red de ferrocarriles de carga en América del Norte, después de Union Pacific Railroad (su principal competidor y sobre todo en el oeste de los EE.UU.). Es uno de los ocho ferrocarriles norteamericanos denominados de Clase I, que son los que superan los 277.7 millones de dólares en ingresos anuales. Su red comprende una gran extensión territorial que comprende: Alabama, Arizona, Arkansas, California, Colorado, Idaho, Illinois, Iowa, Kansas, Louisiana, Minnesoata, Mississipi, Missouri, Montana, Nebraska, Nevada, Nuevo México, Dakota del Norte, Oklahoma, Oregon, Dakota del Sur, Tennessee, Texas, Utah, Washington, Wisconsin y Wyoming, sumando un total de 28 estados servidos por sus trenes. Tiene también tres rutas transcontinentales que proporcionan enlaces de alta velocidad entre el oeste y el este de los Estados Unidos, además de 48 kilómetros de vías en Canadá, en la ciudad de Vancouver y una playa de maniobras en Winnipeg, Manitoba. Su red suma un total de 51.499 kilómetros y su principal rival, Union Pacific (UP) 54.717 km. MAPA DE LA RED DE BNSF CON SUS PRINCIPALES RUTAS HISTORIA DE LA FUSION BN-ATSF El 30 de junio de 1994, Burlington Northern (BN) y Atchison Topeka & Santa Fe (ATSF) anunciaron sus planes de fusión. ATSF estaba entre los más grandes y BN entre uno de los más pequeños en cuanto al kilometraje de sus redes. Pertenecían al grupo llamado "Super Seven", o sea, los siete más grandes de las por ese entonces doce compañías ferroviarias de Clase 1 de EE.UU. El rumoreado anuncio se retrasó por un desacuerdo sobre la disposición de Santa Fe Pacific Gold Corporation, una subsidiaria de la minería del oro con la que ATSF acordó la venta a los accionistas. Esta fusión trajo consigo una ola de fusiones entre otros ferrocarriles: El 5 de octubre de ese mismo año, aparece en escena Union Pacific (UP), quien comenzó una guerra de ofertas contra BN por el control de la Santa Fe. La UP se rindió el 31 de enero de 1995, allanando el camino para la fusión BN-ATSF. Posteriormente, en 1996 la UP adquirió a la Southern Pacific (SP). Y en 1998 la estatal Conrail decide dividir su red en dos y vendérsela a CSX Transportation y a Norfolk Southern Railway casi en partes iguales; y aunque esta no fue una fusión, trajo consigo que estos dos ferrocarriles aumentaran su red y su parque rodante a la vez que revitalizaron el comercio privado del ferrocarril en la zona del este. Volviendo al tema que tratamos, el 7 de febrero de 1995, BN y ATSF encabezadas por Gerald Grinstein y Robert D. Krebs anunciaron a los accionistas que ya habían aprobado el nuevo plan operativo. Este nuevo plan les ahorraría gastos generales en la operación ferroviaria, combinando el transporte de carbón de la BN (su gran fuerte) junto a las fortalezas intermodales de ATSF. Positivamente, los dos sistemas se complementaron uno con el otro con poca superposición, en contraste con la anterior fusión de ATSF-SP, que fracasó porque había eliminado la competencia en muchas áreas del suroeste (y el Estado advirtiendo esto denegó esa fusión por monopólica). GP38 en Seattle En esta nueva sociedad BNSF, en pos de hacer frente al mercado de la manera más pacífica llegaron a acuerdos con los competidores para evitar que se opusieran a la fusión alegando cuestiones de competitividad. BNSF negoció acuerdos con sus principales rivales: Southern Pacific y Union Pacific, entre otros, que se ajustaron a todos los problemas de competencia que pudiera surgir. Entre las ofertas se les otorgaron permisos para que utilicen líneas de BNSF para preservar la competencia en varios estados. En base a dichos acuerdos, Union Pacific logró que le otorgaran los derechos de vía entre Abilene, Kansas y Superior, Nebraska. Kansas City Southern obtuvo los derechos de transporte a varios destinos del medio oeste, incluyendo Omaha, East St. Louis y Memphis, a cambio de permitir a BNSF un acceso similar a Nueva Orleans. Mientras que Southern Pacific, habiendo solicitado inicialmente un largo alcance de los derechos de vía en todo el oeste, terminó acordando un plan reducido en el que adquirió derechos de paso en sectores que pertenecían a ATSF para el tráfico intermodal y automotriz a Chicago, y otros derechos de paso sobre vías de ATSF en Kansas, al sur de Texas, y entre Colorado y Texas. A cambio, SP asigno derechos de paso a BNSF sobre el antiguo ferrocarril Chicago, Rock Island y Pacific, entre El Paso y Topeka, más los derechos de transporte a la frontera con México en Eagle Pass, Texas. El ferrocarril regional Toledo, Peoria & Western también obtuvo derechos de paso sobre vías de BN de Peoria a Galesburg, Illinois. Un portacontenedores por Arizona La Comisión Interestatal de Comercio (ICC) aprobó la fusión BNSF el 20 de julio de 1995 (con la aprobación final el 23 de agosto), menos de un mes antes de que UP anunciara, el 3 de agosto, que adquiriría a SP. Burlington Northern Inc. y Santa Fe Pacific Corporation finalmente el 22 de septiembre de 1995 formaron la nueva Burlington Northern Santa Fe Corporation. Así mismo la operatoria de la fusión se volvió a demorar un poco por problemas con los sindicatos, en lo referente a la cantidad de horas de jornada de los maquinistas y conductores (1). Finalmente ATSF comenzó a operar como tal el 31 de diciembre 1996, pasando a llamarse Burlington Northern and Santa Fe Railway Company. Hasta que el 24 de enero de 2005 se adopta hasta el presente la denominación BNSF Railway Company, con sede en Fort Worth, Texas. (1) MAQUINISTA: Originalmente el texto dice ingeniero (engineer), que es el término norteamericano para designar al maquinista. En Argentina sería el conductor propiamente dicho, pero no utilizo el término argentino porque aquí se desprende otro término que daría lugar a confusión. CONDUCTOR: No tiene nada que ver con lo que aquí conocemos como conductor, pero si con las funciones del jefe de tren. El conductor (la palabra está en ingles) no maneja la locomotora, sino que es el responsable de dirigir las maniobras (incluyendo acoplar y desacoplar o mover cambios), de la documentación de la carga y de la correcta distribución de los vagones , entre otras funciones. Primer logo de BNSF Oficinas principales en Fort Worth,Texas Centro de la Red de Operaciones, Fort Worth INTENTO DE FUSION CON CANADIAN NATIONAL (CN) El 20 de diciembre de 1999, BNSF y el recientemente privatizado ferrocarril estatal canadiense Canadian National Railway anunciaron planes para combinarse como subsidiarias de un nuevo holding, el North American Railway controlando cerca de 80,000 kilómetros de vías. Con las líneas de CN ubicadas principalmente en Canadá y en USA a través de la filial Illinois Central, en un corredor norte-sur cerca del borde oriental de BNSF, los dos sistemas tenían poca superposición. La combinación beneficiaría a ambas empresas mediante la ampliación de efectivo disponible para las mejoras de capacidad y teniendo en cuenta los movimientos de un solo sistema. El Surface Transportation Board (STB) manifestó su preocupación y sorpresa, ya que la fusión BNSF había sido la única en toda la década de 1990 que no causó deterioro en el servicio ferroviario. El STB impuso el 17 de marzo de 2000 quince meses de moratoria restrictiva para fusiones que afecten a cualquiera de los ferrocarriles de Clase I, citando la oposición generalizada, no sólo a la fusión, sino también por los efectos de la fusión de dos grandes sistemas. BNSF y CN inmediatamente recurrieron a la Corte de Apelaciones de EE.UU, que el 14 de julio dictaminó que el STB tiene el derecho para regular las fusiones permitiendole una moratoria. Tras esta resolución los dos ferrocarriles suspendieron la fusión. El STB publicó sus regulaciones finales el 11 de junio de 2001 para cualquier nueva fusión de dos ferrocarriles de Clase I, con la excepción de los más pequeños, como el Kansas City Southern Railway, los que deberán demostrar que la competencia sería preservada y que no direccionarán efectos defensivos a los movimientos de otras compañías. Desde entonces no se han llevado a cabo fusiones de ferrocarriles de Clase 1. Tren barrenieve en Nebraska VENTA DE BNSF El 3 de noviembre de 2009, Warren Buffett de Berkshire Hathaway (un gran holding norteamericano) anunció que compraría BNSF por 34 millones de dólares. La adquisición fue aprobada por las juntas directivas de ambas compañías, y fue aprobado por los accionistas de BNSF, el 12 de febrero de 2010 por US $ 34 mil millones en efectivo y acciones. Alice Schroeder, autor de la bola de nieve, dijo que una razón clave por la compra era diversificar Berkshire Hathaway de la industria financiera. SISTEMA OPERATIVO Con un gran sistema operativo, BNSF transporta una alta gama de diferentes productos, sobre todo carbón y cereales, así como carga intermodal y general, así como también sustancias químicas. LISTA DIVERSIFICADA DE PRODUCTOS QUE TRANSPORTA BNSF: Vehiculos 0 km Autopartes Quimicos Fertilizantes Plasticos Carbon Materiales de construcción Cemento Bienes de consumo Maderas Productos de papel Productos de acero Etanol Petroleo crudo Productos refinados Transformadores y generadores de gran volumen Energia eólica Bebidas Alimentos a granel Cajas y enlatados Refrigerados y congelados Granos y alimentos balanceados Maquinaria de gran volumen Metales no ferrosos Minerales Residuos en general Intermodal -Contenedores marítimos -Contenedores internos -Transporte de semirremolques Su predecesor Burlington Northern Railroad (BN) comenzó transportando carbón de bajo contenido de azufre en la cuenca del Río Powder en Wyoming en 1970. Tren de carbón en Gilette, Wyoming El carbón va hacia el norte en trenes block hacia Gillette o al sur de Orin, donde otras líneas de BN, como así también otros ferrocarriles toman distintas direcciones rumbo a las centrales eléctricas que aun queman carbón. Orin sub BNSF también atiende a más de 1.500 elevadores de granos que se encuentran principalmente en la región central de las antiguas líneas de la BN. Este grano puede moverse en cualquier dirección en trenes block. Por lo general, los trenes de cereal van hacia el oeste por la Transcontinental Norte al Noroeste del Pacífico y sus terminales de exportación, o al sur de Texas y los puertos del Golfo de México. Silo de granos en el estado de Montana Tren portacontenedores con vagones ´´double stack¨. Un tren a través de la Subdivision Seligman a cargo de una C44-9W Transportando para Boeing También transporta material militar como en este tren junto con dos locomotoras del Kansas City Southern La principal contribución del ferrocarril ATSF a BNSF fue la ruta Transcontinental Sur, un corredor intermodal rápido que conecta el sur de California con Chicago. La mayoría del tráfico son semirremolques de las empresas de transporte automotor, como su socio intermodal JB Hunt o contenedores de los puertos de Long Beach y Los Ángeles. Estos últimos comienzan su viaje en la triple vía del Corredor Alameda, compartida con Union Pacific, y luego sigue la vía de BNSF del centro de Los Ángeles. Tren intermodal trasportando semirremolques La ruta Transcontinental Sur, ha sido llevada a doble vía casi por completo, y hasta se ha comenzado una triple vía en sectores como Cajon Pass. DIVISIONES OPERATIVAS: BNSF divide su red en 14 Divisiones Operativas: California, Chicago, Colorado, Golfo, Kansas, Los Ángeles, Montana, Nebraska, Noroeste, Río Powder, Southwest, Springfield y Texas. Cada división se divide en cientos de subdivisiones, que representan segmentos de vías que van desde líneas principales de 482 km a ramales de 16 km. Sin incluir vías segundas, terceras y cuartas en vía principal, vías de playas y de desvíos, BNSF es propietaria, y opera de forma directa, más de 38,624 kilómetros de vía. Además, BNSF Railway ha adquirido los derechos de vía de más de 12,874 kilómetros en todo Estados Unidos y Canadá. Estos derechos permiten a BNSF operar sus propios trenes con sus propios equipos en las principales vías de la competencia. Las locomotoras de BNSF también de vez en cuando aparecen en vías de la competencia en los Estados Unidos y Canadá por medio de contratos de arrendamiento y otros arreglos contractuales. Heterogéneo tren de BNSF con dos locomotoras ´´foraneas´´, una de UP (la segunda) y una de Norfolk Southern (la tercera) SD70MAC encabezando un tren de CSX en la subdivisión CSX Keystone SD70ACe encabezando un tren de Norfolk Southern en Pennsylvania PATIOS DE MANIOBRAS E INSTALACIONES DE MANTENIMIENTO BNSF opera varias instalaciones en todo Estados Unidos para apoyar su sistema de transporte. Instalaciones que incluyen playas y terminales en toda su red ferroviaria, talleres de locomotoras y estaciones de servicio. Además opera un centro de operaciones centralizado de despacho de trenes y la supervisión de operaciones de la red en Fort Worth, Texas y despachos regionales. También opera varias instalaciones de transferencia en todo el oeste de los Estados Unidos para facilitar la transferencia de contenedores, intermodales, semirremolques y otros vehículos de carga. Además tiene control directo sobre un total de 33 nodos intermodales y 23 centros de distribución de automóviles 0 km. La división mecánica de BNSF opera ocho instalaciones de mantenimiento de locomotoras que realizan el mantenimiento preventivo, reparaciones y mantenimiento de equipos. Las mayoría de estas instalaciones se encuentran en Alliance, Nebraska y Topeka, Kansas. Taller Alliance en Nebraska Estación de servicio Patio Corwith, Chicago Estación de servicio Whitefish, Montana Estación de servicio Temple, Texas La división Mecánica también controla 46 instalaciones adicionales encargadas de mantenimiento de vagones y el mantenimiento diario. También opera dos talleres de mantenimiento de equipos de trabajo de vía, encargados de realizar reparaciones y mantenimiento preventivo de la vía, en Brainerd, Minnesota y Galesburg, Illinois. La división mecánica incluso opera un taller mecánico de equipo refrigerado en Spokane, Washington. Estación de servicio Patio Galesburg Estacion de servicio Patio Argentine PATIOS BNSF cuenta con muchos patios de clasificación, maniobras y distribución a lo largo de su red para operar eficientemente sus servicios. LISTA DE LAS PRINCIPALES PLAYAS DE BNSF Barstow, California - Playa Barstow Galesburg, Illinois - Playa Galesburg Kansas City, Kansas - Playa Argentine Memphis, Tennessee - Playa Tennessee Minneapolis, Minnesota - Playa Northtown Pasco, Washington - Playa Pasco Seattle, Washington - Playa Balmer Tulsa, Oklahoma – Playa Cherokee Lincoln, Nebraska – Playa Hobson CENTROS LOGÍSTICOS INTERMODALES BNSF, cuenta hasta ahora con dos importantísimo centros logísticos que ya son pilares de su operatoria: Logistics Park Chicago Diagrama del parque logístico Establecido sobre los terrenos de un antiguo depósito de municiones del Ejército que fue dado de baja en 1976 y dejó libres cerca de 10.117 hectáreas de bienes raíces. 2,630 fueron comparadas para el proyecto de construcción de un parque logístico, de las cuales 250 hectáreas fueron vendidas a la compañía ferroviaria BNSF para la construcción de una terminal ferroviaria intermodal. Video sobre este parque logístico en inglés porque es lo que hay, pero las imágenes son imperdibles link: https://www.youtube.com/watch?v=t4RARyKEdTg El parque logístico comenzó a funcionar en 2002 y es totalmente privado. BNSF se asoció con las empresas ProLogis y CenterPoint, los cuales son los responsables de la prestación y gestión de los centros de distribución. De este modo, una de las compañías ferroviarias más grande del mundo se encuentra en asociación con dos de los más grandes promotores y gestores de inmuebles logísticos. Se trata de un centro de logística suburbana aprovechando el principio de co-localización; la terminal ferroviaria y el parque logístico fueron construidos al mismo tiempo. Esta terminal ferroviaria maneja el volumen más grande de América del Norte y está directamente relacionada con el corredor más importante: la Transcontinental Sur, que une Los Ángeles con Chicago, operando más de 10 millones de TEU (contenedores) al año. Las líneas ferroviarias de este corredor son propiedad de BNSF y UP. Hasta el momento, se han realizado cerca de 1 mil millones de dólares en inversión. Una gran parte de los bienes inmuebles son arrendados. Los principales arrendatarios son Wal-Mart, Logística DSC (proveedor de servicios de logística de terceros), Georgia Pacific (fabricante de productos de madera), Potlatch (productos forestales), Sanyo Logistics (distribución), Socios de almacenes, California Cartage y Maersk Logistics (naviera). Vista aérea de Logistics Park Chicago La presencia de la compañía de transporte marítimo Maersk destaca el establecimiento de una estrategia perseguido por varios transportistas para mejorar la gestión de sus activos en contenedores. El parque logístico BNSF es un componente importante para la distribución interior de las importaciones procedentes de la costa oeste y su dinámica están por lo tanto fuertemente vinculada con el comercio transpacífico. Logistics Park Kansas City Este su más nuevo y moderno centro intermodal y fue inaugurado el 17-10-2013 y se trata del Parque Logístico de Kansas City (LPKC) en Edgerton, Kansas. LPKC tiene 700 hectáreas y se invirtieron para su desarrollo 250 millones de dólares, siendo esta la tercera terminal logística que estableció. BNSF ayudó a desarrollar el concepto de parque logístico, abogando por el uso de un centro intermodal que mejore la cadena de operación de transporte a los centros de distribución adyacentes para reducir los costos de la cadena de suministro, los kilómetros recorridos, el consumo de energía y las emisiones, comentó un funcionario de BNSF en un comunicado de prensa. La instalación de LPKC cuenta con unas 175 hectáreas destinadas a la operación ferroviaria, casi el doble de lo normal en el área de Kansas City y se ha convertido en uno de los centros de transporte más estratégicos del país. La terminal tiene una capacidad de manejo anual inicial de 500.000 contenedores y semirremolques y se puede ampliar a 1,5 millones de unidades. Las instalaciones cuentan con 6 vías de 2.434 metros para la carga y descarga de los trenes intermodales; más de 1.800 plazas de estacionamiento para camiones, cinco grúas de pórtico eléctricas, un sistema automatizado para los camiones que entran y salen de la terminal, un sistema biométrico de identificación del chofer y cámaras digitales para grabar imágenes de los envases y el equipo. LPKC es la única terminal de servicio completo de BNSF en los dos tercios occidentales de los Estados Unidos que ofrecen servicios intermodales nacionales e internacionales, y servicio direct-rail/carload, dijeron funcionarios de BNSF. "Esta importante inversión no sólo hará de ésta una de las instalaciones intermodales más eficientes del país, sino que también ayudará a mejorar la posición de la región de Kansas City en la cadena de suministro global, ofreciendo a los cargadores más opciones de capacidad y de servicios, "dijo el Presidente de BNSF y consejero delegado Matt -Rose. FOTOGRAFIAS DE ALGUNAS PLAYAS DE BNSF Patio Corwith,Chicago,Illinois Patio Barstow, California Patio Tacoma, Washington: Patio Alliance, Fort Worth, Texas Patio Clovis, Nuevo Mexico RUTAS TRONCALES BNSF opera básicamente a través de dos troncales: la Transcontinental Sur y la Transcontinental Norte; ambas comienzan en Chicago, en el Estado de Illinois. De ellas se van desprendiendo ramales y subdivisiones por las cuales distribuyen y recogen diversas cargas. Transcon Sur La Transcontinental Sur es uno de los corredores ferroviarios de mayor tráfico en el oeste de Estados Unidos. El tráfico promedio es de unos 100 trenes diarios. La línea arranca en Chicago y se extiende hasta Los Ángeles, totalizando. Es la principal ruta de BNSF en el tráfico de contenedores y servicios intermodales. Parte de su recorrido se desarrolla a través del conocido Cajon Pass, en California; un inhóspito desierto y geografía montañosa. Es utilizada también por los trenes de Metrolink entre Los Ángeles y San Bernardino, California. También circulan por esta ruta servicios de larga distancia de Amtrak. Es sin dudas una de las mayores rutas ferroviarias del país y de allí los esfuerzos y desarrollos llevados a cabo por BNSF para que la ruta no decaiga y por el contrario, sea cada vez más eficiente. De acuerdo con esto, el Informe Anual de BNSF del año 2006 dice lo siguiente: "…hemos añadido unos 53 kilómetros de segunda vía principal en nuestra línea principal entre Chicago y Los Ángeles .El año pasado nos encontramos con 100 trenes por día en esta línea principal ampliada , frente a 60 trenes por día en el año 2000 ". En 2008, BNSF completó casi 26kilómetros de una tercera vía principal a través de Cajon Pass en California, lo cual aumentó la capacidad en la ruta principal transcontinental entre Chicago y Los Ángeles entre 100 y 150 trenes por día...´´ Trabajos de colocación de la tercer vía en agosto de 2007 en el sector de Cajon Pass La vía ya colocada en octubre de 2007 Imágenes del sector Cajon Pass: La línea también transcurre a través de una zona llamada Abo Canyon. BNSF inició la adición de una segunda vía principal en Abo Canyon (al este de Belén, Nuevo México) el mayor cuello de botella en la Transcontinental Sur en el período 2008-2009 .Tras la finalización del proyecto Abo Canyon programado en 2011, los 3.540 kms del corredor Transcontinental Sur de California a Chicago tendrá sólo unos 48 kms de vía única. link: https://www.youtube.com/watch?v=yV0TcOxAFg4 Imágenes de Abo Canyon: Transcontinental Norte Al igual que la Transcon Sur, también arranca en Chicago, Illinois, pero como su nombre bien lo indica, lo hace hacia el norte del país, dirigiéndose a Seattle, Washington y a Portland, Oregon. GP39E en Moline, Illinois en 2014 SD70ACe en Lacrosse, Wisconsin Trabajando duro por Illinois En Dakota del Norte La ruta comienza en Chicago y se extiende hacia el norte por el oeste de Illinois hasta el río Mississippi. La línea discurre pasando por Wisconsin, Minneapolis, Dakota del Norte hasta Essex. En Essex hay un pequeño patio que se utiliza para almacenar las locomotoras auxiliares que se utilizan para suministrar potencia adicional (helpers) a los trenes de carga que cruzan Marias Pass. Desde aquí la línea sigue hacia Whitefish. La línea continúa al noroeste y llega a Spokane, donde la ruta se divide en dos rutas, una que va a Seattle, Washington y la otra a Portland, Oregon . Esta ruta requirió de la construcción del túnel Flathead través de las Montañas Rocosas en Montana y el nuevo túnel a través de las montañas Cascade, en Washington, que son los dos túneles ferroviarios más largos del país. Esta es también la ruta del servicio Empire Builder de Amtrak. link: https://www.youtube.com/watch?v=YX0IqNoFNOs Essex, en el sector Marias Pass Cerealero en Portland Desvío industrial en Portland SERVICIO DE TRENES DE PASAJEROS SOBRE VIAS DE BNSF Metra (Chicago) Coaster (San Diego) Metrolink (sur de California) New México Rail Runner Express, Northstar Commuter Rail y Sounder (Puget Sound) Amtrak SEGURIDAD El 7 de junio de 2006, BNSF se convirtió en el primer ferrocarril de Clase I en ´´reclutar´´ railfans (ferroaficionados) para ayudar a asegurar que la red ferroviaria de la empresa sigua siendo segura. BNSF ha diseñado un programa que alienta a los railfans a registrarse en el sitio web oficial de la empresa. Pueden imprimir una tarjeta de identificación que contiene una lista de las directrices generales de seguridad a seguir por un railfan, así como un número de teléfono gratuito para alertar a un representante de BNSF de actividades sospechosas o posibles violaciones de la seguridad . En abril de 2010, tenía más de 9.200 miembros. Tren con semirremolques BNSF ha tenido un programa similar para los empleados desde 2003. El programa de BNSF On Guard ha tenido un gran éxito, con más de 200 empleados presentando informes de actividades sospechosas desde su creación. BNSF también contrata a News Link, un pequeño negocio en Lincoln, Nebraska, para publicar boletines de empleados centrados en la seguridad para cada una de las 14 divisiones operativas del ferrocarril y casi todos sus talleres del sistema. Estos boletines varían de cuatro a 28 páginas, publicándose desde forma mensual a trimestral. EQUIPO Y PERSONAL De acuerdo con el Informe Anual de BNSF 2012, a finales de ese año el ferrocarril tenía más de 41.000 empleados; 7.000 locomotoras y 85.338 vagones de carga. Desglosado por tipo específico de vagones de su propiedad: 36.439 tolvas cubiertas 13.690 góndolas 11.428 tolvas abiertas 10.470 vagones de plataforma 7.948 vagones 4.196 vagones " reefer " refrigerados 427 vagones cisterna 416 vagones para transporte de automóviles "Otros" 324 tipos de vagones Además , el ferrocarril también posee : 3.253 contenedores domésticos 11.714 chasis internos 4.070 Vehículos de servicio de la empresa 1.200 semirremolques 163 coches de pasajeros de cercanías Vagón autorack de dos niveles para el transporte de autos 0 km A finales de 2007 , el promedio de edad (a partir de la fecha de fabricación) era de 15 años para la flota de locomotoras y 14 años para la flota de vehículos de carga. Flota de locomotoras diesel eléctricas: Actualmente BNSF tiene en su propiedad diversas locomotoras diesel eléctricas para diversos trabajos, ya sea para maniobras, línea principal, ramales o desvíos a industrias. La flota comprende locomotoras General Motors (EMD y Electromotive), General Electric y Rail Power. Algunas locomotoras En total, la empresa tiene 7.000 locomotoras. Unas fotos para el final En Arizona Kansas City, Missouri Colorado EMD F (7 o 9) en Montana como unidad de tren barrenieve Seattle California Espero que haya sido de su interes. Comenten que no hay restricción de rangos. Gracias FUENTES: www.bnsf.com BNSF ,Wikipedia Warren Buffet, Wikipedia www.huffingpost.com- Warren Buffet buys a Railroad?... http://www.trainmaster.ch/cajon-01.htm https://people.hofstra.edu/geotrans/eng/ch4en/appl4en/bnsf_chicago.html
En el ferrocarril existen dos motivos por los cuales se sueldan los rieles: uno es por rotura y el otro (el más popular y conocido) cuando se realiza el denominado Riel Largo Soldado. El riel se puede romper por fatiga, por el frío, por distintos factores. Por lo cual se hace necesario soldarlo y unirlo nuevamente por soldadura en lugar de agregarle una junta con eclisa y bulón (práctica habitual una vez que la vía ya promedia su vida útil o esta cerca de su fín y se colocan pequeños trozos de riel denominados cupon). Y al Riel largo Soldado se lo incluye desde cero. Asimismo existen dos sistemas, lo más utilizados digamos, de soldadura de riel. Esta el más viejo y más utilizado, que es la llamada termita o aluminotérmica y la llamada soldadura de resistencia a tope o en ingles flash butt welded. Ambas traen como ventaja una continuidad eléctrica a través del riel, lo cual es más que beneficioso para las vías con circuitos de señalizacion y/o dispositivos de detención automático de trenes, etc, los cuales requieren y exigen una buena continuidad eléctrica. Así que veremos solamnte estos dos sistemas de soldadura nada más. SOLDADURA ALUMINOTÉRMICA Soldadura de rieles en el Metrotranvía de Mendoza En 1893 el químico alemán Hans Goldscmidt descubrió que la reacción exotérmica (1) entre el polvo de aluminio y un oxido metálico en polvo puede iniciarse con una fuente de calor, la cual produce una reacción aluminotérmica conocida como reacción termita. Esto se produce a través de un tipo de composición pirotécnica de aluminio y un óxido metálico. Este es un proceso exotérmico en el que se da una reducción del oxido de hierro por el aluminio. El aluminio es oxidado por el óxido de otro metal, comúnmente por óxido de hierro (herrumbre).Fue patentada por Hans Goldscmidt en 1895. Consecuentemente, la reacción es llamada "reacción de Goldschmidt" o "proceso Goldschmidt". (1)Exotérmico es un término químico que describe una reacción química que desprende calor a medida que se lleva a cabo la reacción. Los productos de la reacción química son: Óxido de aluminio + hierro elemental libre y una gran cantidad de calor. Los reactivos normalmente se pulverizan y mezclan con un aglomerante para mantener el material sólido y prevenir su separación. La temperatura teórica para que se produzca la reacción es de 3100ºC, sin embargo por la adición de compuestos no reactivos, la perdida de calor por conducción y radiación, la temperatura se reduce a unos 2480 ºC. La cual se considera cercana a la máxima tolerable, ya que el aluminio se evaporiza a 2500 ºC, no obstante esta reducción en la temperatura debe de regularse, pues la escoria de aluminio solidifica a los 2040ºC. La primera aplicación comercial fue soldar tramos de vías ferroviarias en Essen, Alemania,en 1899. De ahí en más fue el método utilizado para unir rieles ferroviarios. Se pueden usar algunos otros óxidos metálicos para mejorar el proceso se pueden adicionar ferro aleaciones, ya sea para aumentar la fluidez o para disminuir la temperatura de solidificación de la escoria. El proceso En este video se aprecia mejor el proceso de soldadura aluminotermica https://www.youtube.com/watch?v=fHE73cjWWhc Preparación de los rieles a soldar Los rieles deberán presentar las superficies a unir perpendiculares al eje longitudinal y libres de óxido perjudicial. Si los perfiles de los rieles a empalmar son diferentes, la alineación deberá realizarse en correspondencia con las superficies de rodamiento del hongo del riel, superior y del costado. Aplicación del Molde Al principio de este video se puede apreciar como se colocan los moldes Se coloca el molde encima de los rieles, si la soldadura es muy grande se usa un patrón en cera de la cavidad a soldar, se recubre este patrón con arena refractaria después de colocado en la zona a soldar, se coloca el portillo de calentamiento en el centro o hacia la cara de mayor superficie. Precalentamiento Se precalientan las partes a soldar hasta los 800 a 1000ºC, se cierra el portillo de calentamiento por donde ha escurrido la cera, con un tapón de arena. Luego se aumenta el poder de la llama, secando bien todo el molde. Colocación del Crisol Este es un recipiente de material refractario, en la zona superior se coloca un tapón de magnesita que se funde a la temperatura que se necesita para colar el metal. Se usan mezclas de termita para ajustar la temperatura en las secciones a soldar. Colado del Material Después de alcanzadas las temperaturas de fundición (aprox. 2480ºC), la primera cantidad de material que se coló, pierde temperatura (escoria), por lo cual se descarta por medio de los boquetes que posee el crisol a ambos lados. Retiro del molde Después del vertido se espera un lapso especificado por el fabricante de la porción de soldadura y se procede a romper el molde y cortar las rebabas, mediante trancha o corta mazarota. Mazarota: metal de aportación que al terminar la colada en la soldadura aluminotérmica, sobresale del hongo de los rieles soldados y que se elimina inmediatamente después de retirar los moldes. Tranchado El material sobrante del hongo del riel debe trancharse al rojo. En este corte, el material de aporte no deberá romperse en caliente ni deberá producirse rotura con estructura filamentosa. Luego del tranchado se martillará la superficie del hongo del riel por medio de martillo adecuado sin afectar el perfil del mismo. Enfriamiento Luego del tranchado y martillado se deberá dejar enfriar la soldadura en forma natural. Esmerilado La superficie de rodamiento y los costados del hongo del riel en la zona de la soldadura se esmerilarán de manera de obtener superficies sin imperfecciones. El esmerilado se deberá efectuar en frío por medio de esmeriladores provistos de guías especiales. SOLDADURA POR RESISTENCIA A TOPE Este tipo de soldadura de resistencia a tope consiste en la unión de dos piezas metálicas que se colocan extremo con extremo con la misma sección, éstas se presionan cuando está pasando por ellas una corriente eléctrica, con lo que se genera calor en la superficie de contacto. Con la temperatura generada y la presión entre las dos piezas se logra la unión perfectamente soldada. Soldadura de rieles El proceso El proceso requiere juntar los extremos de los rieles a soldar y generar un arco eléctrico que caliente el metal. Para lograr esto, los extremos de los rieles a soldar se conectan a un circuito secundario conectado a un transformador, el cual proporcionará la energía adecuada para fundir el acero al punto de la soldadura. Al mismo tiempo esta unión se sujeta previamente mediante un dispositivo hidráulico que ejerce la suficiente presión como para mantener firmemente unidos los dos extremos de los rieles para lograr que la unión este derecha. Cuando el metal alcanza la temperatura adecuada, los extremos de los rieles se funden mientras se encuentran firmemente presionados uno contra otro. Una vez soldado se retira el exceso de material en la unión de la soldadura para devolverse su perfil al riel mediante un esmerilado. Todo el proceso es automático, con los extremos de los rieles encapsulados y manipulados por medio de un cabezal de soldadura móvil y portátil. Equipo El equipo de apoyo que proporciona la potencia y el control del cabezal de soldadura va montado sobre un camión Hi-rail (bi-vial) o un vehículo ferroviario a tal fin y se conecta por medio de tubos y cables. Equipo de soldadura por resistencia en el Metrotranvía de Mendoza Espero que les haya este pequeño artículo sobre los tipos de soldadura más usados en el ferrocarril. FUENTES Norma FA 7 001 http://www2.cnrt.gob.ar/NORMAS%20FA/FA_7001.pdf http://estructurasacero.blogspot.com.ar/2007/06/soldadura-aluminotrmica-aluminotermia-o.html http://www.gantrex.es/productos-y-servicios/soldadura-de-railes http://www.sct.gob.mx/fileadmin/_migrated/content_uploads/19_NOM-055-SCT-2-2000.pdf http://www.patilgroup.com/flash-butt-welding-of-rails.html
Aunque en nuestro pais la realidad dicte otra cosa, desmalezar la via es necesario. Mejora la visibilidad tanto para los peatones y automovilistas como la del personal de conducción. Ofrece más seguridad a los conductores y evita el deteriroro de las ventanillas y rejillas que pueden entra en contacto con estas. Sabemos de la trágica noticia hace unos meses del conductor de Belgrano cargas que murió a causa de una rama que le golpeo el ojo y la cabeza al ingresar de lleno en la cabina. Hacxe mucho se hacia el desmalezamniento. Esto incluía no sólo cortar el pasto y las ramas sino también fumigar las vías para eviatr la maleza entre los durmientes y el balasto. Si crecen hierbas entre el balasto, se acumula tierra y esto genera más hierba y dificulta el escurrimiento del agua de lluvia. En vías de balasto de tierra, bueno, es una lucha constante y sin tregua. Algunos ejemplos Ferrobaires hasta hace un tiempo tenía una Baldwin Lima Hamilton que fue modificada, alojando un sistema de cuchillas en el miriñaque, de modo que mientras avanzaba cortaba el pasto entre los rieles. Fue apodada ´´Langosta´´. Si se fijan se puede notar como se extendió el miriñaque dejándole un aspecto de quijada donde se instalaron las cuchillas. Y asi terminó sus días, en lugar de un Feroclub o el Museo Nacional ferroviario: TBA había heredado una de FA y la utilizaba tanto en el Sarmiento como en el Mitre, y solía ir acompañada de un fumigador que rociaba el matayuyo en la vía. Aquí se la puede ver paseando por Suarez, en la línea Mitre: link: https://www.youtube.com/watch?v=OURi35mBzF0 NCA sólo usa un fumigador, al que denomina Tren Químico, el que ni siquiera tiene onda: link: https://www.youtube.com/watch?v=9eYq0nba_Vs Ferrosur a su vez usa un tren desmalezador (y solía contratar a una empresa que desmalezabsa acon un Mercedes Benz Unimog equipadopara el caso) y es bastante simpático: El corta pasto en primer plano: El camion via azul que se ve detras de la pala Hi-rail es similar al fumigador que usaba TBA: Vista general del corta pasto arrastrado por un camion via CAF: Bueno, ahora todo lo que sigue en de Estados Unidos y van a poder apreciar lo que es desmalezar en serio: link: https://www.youtube.com/watch?v=YOQGPdVPqQU link: https://www.youtube.com/watch?v=UFrDGei8Zj8 link: https://www.youtube.com/watch?v=EDmXfhXFCN8 link: https://www.youtube.com/watch?v=gvAGPDtl_qg Ferrocarril Norfolk Southern link: https://www.youtube.com/watch?v=Ihj5u8jLrTA link: https://www.youtube.com/watch?v=Ya35zdOkBew link: https://www.youtube.com/watch?v=t-WieZaFnGg Ferrocarril CSX link: https://www.youtube.com/watch?v=onYn09Q1UOQ link: https://www.youtube.com/watch?v=ZDVRzI0lnZM Espero que les haya gustado. Nos vemos la próxima.
Andaba dando vueltas por youtube y encontré esto, que pasó en un tren norteaméricano: link: https://www.youtube.com/watch?v=lttFN8B0VM0
Se las conoce como locomotoras diesel-eléctricas y son llamadas asi debido a que convierten de manera eficaz energía mecánica en energía eléctrica a través de un motor diesel acoplado directamente a un generador eléctrico. Este generador eléctrico produce energía eléctrica que es suministrada directamente a motores de tracción eléctricos que estan a su vez acoplados a los ejes de la locomotora por un par de engranajes ( un piñon en el motor de tracción y una corona en el eje en el cual esta montado ); y aquí es por donde esta tecnología nos proporciona la posibilidad de usar los motores de tracción como frenos cuando la situación lo requiera. Breve descripción de los componentes principales ( tipicos ) del sistema tractivo de una locomotora diesel-electrica: Motor de tracción ( típico de locomotora diesel eléctrica ): Eje de la locomotora ( típico de locomotora diesel eléctrica): Esquema muy básico describiendo el conexionado de los motores de tracción, el generador y las resistencias del freno dinamico, cuando este ultimo esta desconectado: Principio de Funcionamiento del Freno reostático El freno dinamico entra en funcionamiento cuando los motores de tracción ( normalmente de CC, aunque también los hay tambien de CA ) de una locomotora son usados como generadores para disminuir la velocidad del tren al utilizarlos como sistema de frenado, estando los campos de los motores de traccion conectados al generador principal, y los rotores conectados a un banco de resistencias. Se lo denomina freno reostatico cuando la electricidad generada es disipada en forma de calor por medio de resistencias, y freno regenerativo cuando la energía producida es devuelta a la línea de alimentación o es almacenada en baterías para uso futuro. El freno dinámico reduce el desgaste de los componentes del sistema de freno convencional y, adicionalmente, puede reducir el consumo de energía si es regenerativo. Pero en esta nota solo me referiré al freno dinamico del tipo reostatico. Esquema muy básico del circuito del frenado dinamico cuando este esta conectado: Para producir el frenado dinámico se necesita realizar un cambio en el conexionado eléctrico de los motores de traccion mediante el accionamiento de contactores. Al cambiar a frenado dinamico, los contactores cierran y abren circuitos para que la corriente del generador principal pase solamente por los campos del motor, y que sus rotores se conecten con el banco de resistencias del freno dinamico. O sea que, en la armadura han ocurrido dos cambios: 1) Se cortó el paso de corriente que venía desde el generador. 2) Se cerró circuito con las resistencias del frenado dinamico y por tanto hemos separado el campo de la armadura. Si la locomotora está en movimiento, las ruedas están girando y por tanto hará lo propio la armadura conectada a las resistencias para que están consuman esa energía producida. En términos eléctricos tenemos un generador con excitación separada y con un artefacto de consumo. La dirección del flujo de corriente, en el caso de los campos tiene exactamente la misma que en la función de tracción, no así en las armaduras que han invertido su dirección. En el frenado dinámico se establecen los siguientes hechos: 1.- Cuanta más corriente fluya a través del campo del motor (dentro de ciertos límites) mayor será la corriente de frenado que se obtiene. 2.- Cuanto más baja sea la resistencia del frenado, más alta es la corriente de esta. 3.- A mayor velocidad de la armadura, mayor es la corriente de frenado. 4.- Mientras más alta es la corriente de frenado, mayor es el poder de frenado que se consigue. Operacion El frenado dinámico no es un sustituto de los frenos de aire (con control electrónico o de otra manera), sino un sistema complementario que proporciona un medio adicional de control de velocidad del tren. En efecto, el generador principal suministra corriente al campo del motor de tracción y como esta corriente queda bajo control del maquinista por medio de un controlador de ocho muescas similar al acelerador, o bien en el sentido inverso al acelerador en sistemas con joystick ( como las C44-9W ),tiene asi el control de frenado del tren de acuerdo a la necesidad. Se entiende que todas las operaciones pertinentes del frenado dinámico quedan sometidas al criterio del maquinista, quien con su experiencia y conocimientos debe considerar todos los factores para accionar lo que sea preciso y en el momento oportuno, para la seguridad del servicio. A una alta velocidad se necesita un campo débil para retener la corriente de frenado a un valor razonable, lo que requiere una pequeña potencia del generador principal. Al revés, a una baja velocidad se necesita un campo fuerte para lograr una adecuada corriente de frenado. Manija de freno dinamico en una locomotora GM Controller tipo joystick de una locomotora GE C44-9W La resistencia del campo del motor actúa como un freno para la locomotora, causando que disminuya la rotación de los motores. Variando la excitación en los campos de los motores y la cantidad de resistencia impuesta al circuito por medio del banco de resistencias, se puede frenar en forma efectiva hasta una velocidad de entre 4 u 8 km/h, todo controlado por el maquinista. Al mismo tiempo la corriente eléctrica generada por los motores en el modo de frenado dinámico se disipa en forma de calor a través de los bancos de resistencias situadas en el llamado banco de resistencias, ( o´´blister´´ en modelos GM), del freno dinamico. Son necesarios grandes ventiladores ( de unos 18 HP ) para enfriar las resistencias y evitar daños por recalentamiento. Los sistemas modernos tienen monitoreo electrónico de la temperatura, de tal forma que si esta alcanza valores excesivos es desconectado. ´´Blister´´ del freno dinamico en una locomotora GM Banco de resistencias desmontado Ahora bien, se podría suponer que los frenos dinámicos hacen todo el trabajo, lo cual es verdad, hasta cierto punto. Aunque los frenos dinámicos pueden ser extremadamente eficaces en el frenado de un tren en velocidad, se vuelven cada vez más ineficaces en tanto la velocidad del tren va disminuyendo. Esto se debe a que los motores de tracción giran más lentamente, y por tanto convierten menos energía cinética en energía eléctrica. De hecho, a partir de los 16 kmh aproximadamente, los frenos dinámicos son esencialmente menos eficaces. Es en este punto es que el sistema de frenado mecánico ( de aire) entra en juego para detener el tren completamente. Esencialmente, el frenado dinámico es una herramienta para el terreno montañoso, donde las zapatas de freno son propensas a recalentarse por el exceso de calor producido por la alta friccion frenando en una bajada larga. Las locomotoras diesel que operan en terreno a nivel, trenes relativamente livianos como los trenes de pasajeros, y locomotoras de patio o maniobras, no traen freno dinámico. Aunque finalmente, producto de satisfacer la necesidad de flexibilidad de servicios y mayor autonomía de frenado dinámico (se refiere a rangos de velocidad mas bajas de operacion), ha dado como resultado que haya equipos de freno dinamico operando satisfactoriamente a velocidades tan bajas como 9 kmh, dando como resultado la adopción de freno dinámico de serie para casi todas las nuevas locomotoras diesel actuales de via principal. Y muchas de las antiguas unidades sin freno dinamico hoy están en servicios locales y en patios de maniobras. Reconocimiento de una locomotora con freno dinamico Hay dos formas distintas de reconocer si una locomotora posee o no freno dinamico. La primera es auditiva, ya que el uso del frenado dinámico es audible para el observador en tierra en la forma de un zumbido o silbido particula, que es muy distinto del ruido producido por los motores de tracción operando bajo carga. Y la segunda es la visual. Cuando se trata de identificarlas visualmente no es necesario que estén en movimiento y oirlas para advertir que poseen o no equipo de freno dinamico. Solo es cuestión de conocer el detalle y/o el indicio que nos indica que lo posee. No voy a describir todos los tipos de ventilación del freno dinamico en los distintos modelos de locomotoras porque seria muy extenso, asi que describiré los principales tipos. Locomotora GM modelo F7 Clasico ´´blíster ´´ GM en una GP de CSX: En los modelos SD50, SD60, SD70 ya no encontramos el ´´blister´´, sino que solo una parrilla de ventilación: Los modelos SD70ACe, SD80 y similares se caracterizan por llevar la ventilacion en el extremo de la trompa larga: Las locomotoras GM de exportación como la GT22CU, las GR12U, traen algo mas parecido al ´´blister´´ clásico: GT22CU: Una GM australiana, probablemente una G12U: En las nuevas GE FUENTES: Archivos personales y recopilacion de la web. http://hlmx.com/used-motive-parts.asp http://***/_zUpjs5EKeHc/TNzATvvMVoI/AAAAAAAAATc/QD6QpCS_8fo/s1600/100_7696.JPG http://es.wikipedia.org/wiki/Freno_din%C3%A1mico http://slrailinfo.net63.net/html/terminology/DynBreaks.html http://trn.trains.com/en/Railroad%20Reference/ABCs%20of%20Railroading/2006/05/Dynamic%20braking.aspx http://img2.wikia.nocookie.net/__cb20120505035108/locomotive/images/b/b7/Diesel_Locomotive_Axle.jpg http://www.blackdiamondmodels.com.au/tclass.html http://tonysissons.zenfolio.com/p118278126/h1B62F2AF#h1b62f2af

En 1939, la Electro Motive Division (EMD) de General Motors (antes EMC) desafió a la locomotora de vapor en lo que muchos pensaron que era una batalla imposible, la corrida de trenes de carga. La locomotora diesel se había mostrado y probado ante algunos escépticos como una locomotora capaz de correr trenes de pasajeros, pero muchos dudaban de que pudiera tirar también pesados trenes de carga al igual que una máquina de vapor. De esta manera surgen las F-units (unidades-F), que son parte de una línea de locomotoras diesel-eléctricas producidas entre noviembre 1939 y noviembre 1960 por General Motors Electro Motive División. El montaje final de todas las F-unit se llevaba a cabo en la planta de GM-EMD en La Grange, Illinois o en la la planta de GMDD en London, Ontario, Canadá, para los modelos para Canadá. Fueron vendidas a ferrocarriles en todo Estados Unidos, Canadá, México y algunos modelos fueron exportados a Arabia Saudita. El término F-unit se refiere a los números de modelo dados a cada tipo sucesivo, lo cual comenzó con F. La F significaba originalmente catorce (fourteen), en relación con los 1400 HP de la locomotora, no una F indicando que era apta para servicio de ´´carga´´ (freight), como fue interpretado en un principio por los aficionados. Asimismo, sí bien las unidades-F fueron diseñadas originalmente para el servicio de cargas, muchas también sirvieron en servicios de pasajeros. Casi todas las unidades F fueron locomotoras B-B, corriendo con dos bogies Blomberg B. Bogie Blomber B El motor diesel que equipó a las unidades F fue el hoy clásico General Motors 567, de 16 cilindros, sobrealimentado mecánicamente a través de sopladores roots y de ciclo de dos tiempos. Vista anterior (lado generador) Vista posterior Estas locomotoras fueron lo más exitoso de la primera generación de locomotoras diesel eléctricas en América del Norte, y fueron en gran medida responsables de sustituir a una gran cantidad de locomotoras de vapor en el servicio de cargas en vía principal. Entonces, EMD decidió organizar una gira de 11 meses a través de 35 estados y 20 ferrocarriles Clase I, corriendo con un demostrador del flamante modelo denominado FT, numerado como 103A y dieron el primer golpe a la locomotora de vapor. Demostrador 103A La locomotora F demostró que podía tirar muy bien trenes de carga y vencer a la locomotora de vapor en la eficiencia en casi todas las categorías. El modelo F podría transportar más carga con menos combustible. Además, entre otras de las virtudes para seducir a las compañías ferroviarias, gracias a los controles MU (multiple unit, o unidad múltiple) esta locomotora ofrecía la posibilidad de conducir varias locomotoras desde una sola cabina, lo que traía aparejado la necesidad de menos maquinistas por tren. También los tiempos de mantenimiento eran mucho más bajos y los ferrocarriles podían prescindir de las costosas instalaciones de aprovisionamiento de carbón y de tratamiento del agua que necesitan las locomotoras de vapor. Su puesta en funcionamiento sólo requería algunos minutos para encenderla y otros tantos para que el motor llegara a su temperatura de operación, en contraste con el tiempo que llevaba una máquina de vapor para calentar la caldera y levantar presión generando el vapor necesario para su operación. Puesto de control Durante los siguientes 6 años se construyeron 1.096 locomotoras FT. El ferrocarril Santa Fe compró 320 unidades FT, y es que al operar en un extenso territorio desértico, donde el agua para las máquinas de vapor era difícil de conseguir, vio las ventajas de la locomotora diesel inmediatamente. No es una exageración decir que el modelo FT, junto con los últimos modelos F, terminó con los más de 100 años de dominio del vapor en las vías. En total, más de 7.600 unidades F fueron construidas entre 1939 y 1960. Las unidades F fueron fácilmente las unidades ´´cab´´ de mayor venta de todos los tiempos. Vista de la sala de máquinas Y fueron bien aceptadas por el personal ferroviario en general. Su diseño carbody (carrocería completa, sin pasarelas laterales ni balcones), ofrecía la comodidad de hacer todo dentro (sobre todo en invierno, más no en el verano) en lo referido a mantenimiento, reparaciones, preparación para el arranque del motor diesel, etc. El único punto negativo era su incomodidad en caso de hacer maniobras, debido a que los maquinistas debían usualmente colgarse de la ventanilla para tener una mejor visión de las señas de los cambistas, sobre todo moviéndose hacia atrás. Desarrollo de los modelos Todo se inicia con el modelo FT, introducido en 1939 con el nuevo motor 567 de 1350 HP y bogies Blomberg B. Fue un buen diseño, y se mantuvo en producción durante la Segunda Guerra Mundial. El F2 y F3 aparecen en 1946, tenían un arreglo diferente de techo y rejillas de ventilación, y algunas diferencias en las dimensiones con respecto al FT. El motor 567B también aparece en escena, entregando ahora 1500 HP. El F7 aparece en1949 y es reemplazado por el modelo F9 en el año 1954, siendo una evolución del F7, el cual trae motores de tracción mejorados y el motor 567C que esta vez eroga 1750 HP. También hubo dos versiones de F7 y F9 que eran un poco más largas (12.19 mm). Esa mayor longitud es resultado del agregado de una caldera para la calefacción de los coches de pasajeros, por lo cual a estas variantes se les agrego la letra ´´P´´ detrás de la F. Sólo un modelo F no tuvo bogies Bloomberg B, y fue el FL9, el cual trajo un bogie Flexicoil B liviano en el frente y otro Flexicoil A- 1 -A estándar en la parte trasera, debido a exigencias de distribución de peso por eje planteadas por el comprador. Características comunes a todos los modelos Descripción general La locomotora modelo FT consiste en dos o más unidades valoradas en 1.350 HP de potencia cada una. Las unidades con cabina se designan como unidades "A", y las que no tienen cabina como unidades "B". Cada unidad tiene un motor diesel de 16 cilindros, un generador de corriente continua, un alternado de baja tensión y cuatro motores de tracción. De cada planta de potencia la energía es distribuida a los motores de tracción que están montados en sendos bogies. Los motores de tracción están conectados cada uno a un eje mediante dos engranajes (un piñón en el motor de tracción y una corona en la rueda). Las unidades son eléctricamente independientes entre sí, excepto por el cableado de baja tensión. Algunas de las unidades "B" podrían no poseer baterías, dependiendo de la unidad "A" para este servicio y sobre todo para el arranque del motor diesel. Motor diesel El motor diesel que equipa a este modelo es un General Motors, modelo 16-567-A, de 16 cilindros, de ciclo de dos tiempos y sobre alimentado por sopladores mecánicos roots. Son de tipo en "V" con un ángulo de 45 grados y se emplea una relación de compresión de 16 a 1. La inyección es unitaria, o sea, un inyector por cilindro. Los motores tienen una velocidad del rango de 275 a 800 R.P.M. en vacío y a plena carga respectivamente. Generador principal El generador principal es General Motors y está conectado directamente al motor diesel a través de un acoplamiento flexible. Produce una tensión nominal de 600 voltios de corriente continua para el funcionamiento de los motores de tracción. Un apoyo pivotante en la carcasa lleva el peso del extremo del colector de la armadura del generador. El otro extremo de la armadura está apoyado en el cigüeñal del motor. El generador es enfriado por aire aspirado desde el extremo del colector por un ventilador montado en el acoplamiento flexible. Generador auxiliar El generador auxiliar se utiliza para cargar las baterías de locomotoras y para facilitar la baja tensión de alimentación cuando la locomotora está funcionando. Este generador es accionado por correas en una polea montada en el eje del generador principal. La salida de tensión del generador auxiliar se mantiene constante a 74 voltios por el regulador de voltaje. Motores de tracción Cada motor de tracción se encuentra conectado a través de dos engranajes de dientes rectos a un eje de la locomotora. Los cuatro motores de tracción de cada unidad están interconectados a través del circuito de control del motor. Los motores de tracción están refrigerados por aire por medio de un sopladores por cada par de motores. Esquema del acople piñón-corona Esquema general aplicable a todos los modelos F Los modelos FT- Inicio de la Serie El modelo FT fue introducido al mercado en noviembre de 1939 y producido hasta noviembre de 1945. Como se dijo antes, esta serie empezó en la F, pero este primer modelo es un FT. Bien, esto se explica de la siguiente manera: la unidad A estaba equipada con un motor 567-A que producía 1.350 HP, pero estaba a su vez acoplada semipermanentemente a una unidad B (sin cabina de conducción), equipada con otro motor 567-A. De esta manera, la designación FT sería Fourteen Twins (Gemelos de Catorce), ya que el modelo se vendía con las dos unidades formando un solo conjunto. Este modelo era en sí, la aplicación en una locomotora, de la tecnología de propulsión desarrollada para los submarinos Sargo de la flota de la Armada de los Estados Unidos por EMD. Estos submarinos, lanzados en 1939 utilizaban generadores impulsados por motores diesel General Motors V16 modelo 278A que producían 1350 HP de potencia cada uno. El motor GM 567-A utilizado en la EMD FT era un motor V16 muy similar. Su velocidad se controla mediante un regulador de control electro-neumático que es operado a través del acelerador del maquinista. De esta manera todos los motores en la locomotora se controlan simultáneamente. Cada muesca de la manija del acelerador del maquinista cambia la velocidad del motor aproximadamente en 75 RPM. Diagrama unidad A Las FT se comercializaron generalmente como conjuntos AB unidos semipermanentemente (una unidad líder con cabina y un ´´booster´´ o ´´cable´´ acoplado por medio de una barra de tiro, al estilo de las GE 195 T Cooper del Ferrocarril Belgrano) logrando así que con una dupla se obtuvieran 2.700 HP. Muchos ferrocarriles utilizaron pares de estos conjuntos espalda con espalda para formar un conjunto de cuatro unidades configurándose como ABBA y entregando 5.400 HP. Algunos ferrocarriles optaban por configuraciones tipo ABA dando 4.050 HP, mientras que unos pocos, como el Santa Fe, ordenó todas sus FT con acoples regulares en ambos extremos de cada unidad para tener así una mayor flexibilidad. Diagrama unidad B Ficha técnica básica Capacidades Combustible: 4.542 lts Aceite lubricante: 681.3lts Agua refrigeración: 813 lts Diámetro de rueda: 1.016 mm Relación de engranajes: 62/15 61/16 Velocidad maxima: 104 km/h Pesos Unidad A: (approx.): 104.326 kg Unidad B (approx.): 103.418 kg Motor diesel Marca: General Motors Modelo: 16-567A Peso: 14.061 kg Generador principal Marca: General Motors Modelo: D8 Peso: 5.896 kg Generador auxiliar: 376.481 kg Motores de tracción Marca: GM Modelo: D7 Peso: 2.796 kg Esfuerzo tractivo Inicial: 24.964 kg Continuo: 18.156 kg Restricciones durante la Segunda Guerra Mundial Durante la Segunda Guerra Mundial, la producción de locomotoras fue reglamentada por la Junta de Producción de Guerra. A los constructores de locomotoras tradicionales se les prohibió la construcción de locomotoras diesel de vía principal hasta principios de 1945. En tanto que para la producción de locomotoras de vapor las restricciones eran menos, debido a que se podían construir con un menor número de materiales costosos, además de que aun eran la fuerza motriz en el momento. EMD sin embargo, era puramente un constructor de locomotoras diesel, y por lo tanto se le permitió continuar la construcción de locomotoras de carga diesel. Y vale decir, que estas restricciones de guerra sobre los programas de locomotoras diesel sobre los otros fabricantes contribuyeron a asegurar el dominio de EMD en el mercado diesel de la posguerra. Principales ferrocarriles que compraron locomotoras FT Atchison, Topeka & Santa Fe (Santa Fe) 155 Great Northern Railway 51 Southern railway (SOU) 36 Chicago, Burlington & Quincy Railroad (Burlington Route) 32 Incluyendo los demostradores, fueron producidas 555 unidades A, junto con 541 unidades B, dando un total de 1.096 unidades. Fue vendida ampliamente en los Estados Unidos, siendo el primer modelo de la muy exitosa serie F-unit de EMD, y fue la locomotora que convenció a muchos ferrocarriles de EE.UU a dar los primeros pasos firmes hacia la dieselización. Y es rescatable que uno de los demos se encuentre hoy restaurado en el Museo del Transporte de St. Louis F2 Este modelo fue producido brevemente, entre julio y noviembre de 1946 y fue reemplazado por la F3, que llamativamente ya se encontraba en producción desde hacía un año antes. La F2 fue en muchos aspectos una especie de transición entre el FT y F3; fue esencialmente una extensión de la FT. Se mantenía dentro de los 1.350 Hp de potencia, pero con la versión B del motor 16-567 de 16 cilindros y hasta el mismo generador principal. Pero una diferencia con su antecesor está en el cambió de los motores de tracción y salió de fabrica con los nuevos D27, pero aun así no incrementó los valores de esfuerzo tractivo, los cuales eran los mismos que los de la FT. Sí se le cambió la relación de engranajes para llevarla a una velocidad máxima de 112 km/h. Fue también revisado su diseño de distribución interna y su diseño de carrocería. Un cambio importante en la disposición interna fue la sustitución de todos los accionamientos mecánicos por medio de correas y ventiladores de los radiadores y los sopladores de los motores de tracción por medio de motores eléctricos. La alimentación para estos accesorios es producida por un nuevo alternador modelo D14 acompañando al generador principal de CC, llamado " alternador compañero". Este dispositivo ha sido utilizado en todas las locomotoras EMD posteriores hasta la actualidad. Principales ferrocarriles que compraron locomotoras F2 Boston & Maine 18 Ferrocarriles Nacionales de México 14 Chicago, Rock Island & Pacific 12 Atlantic Coast Line 12 Chicago, Burlington & Quincy 10 Se produjeron 74 unidades A y 30 unidades B. Ningún ejemplar de este modelo fue preservado F3 Este modelo fue producido entre julio de 1945 y febrero de 1949, siendo un reemplazo de la FT y la F2, erogando ahora 1.500 HP de potencia con el motor 16-567B. Fue el segundo modelo de mayor producción de la serie F. La principal diferencia con la F2 está en su nuevo generador D12 y el alternador D14, sumado a mejoras en el equipamiento eléctrico, mejoras también evolucionadas en la F7. Las F3 de producción temprana venían con motores de tracción D7 (los mismos que las FT y F2) pero una vez que las F2 dejaron de producirse y estando ya disponible además el motor de tracción D27, fueron equipadas con este; esta sutil diferencia las convirtió extra oficialmente como modelo F5, aunque tal modelo nunca existió como diseño de EMD. link: https://www.youtube.com/watch?v=yHWznv0vXkg Otra diferencia en la F3 radica en el regulador de control, que ahora es un gobernador incorporado en el regulador del motor para variar la velocidad del mismo. Este nuevo gobernador del tipo electro-hidráulico es de control de solenoides. Los solenoides son designados "A", "B", "C" y "D". Un quinto solenoide (0) está incluido en el gobernador y es el que afecta solamente a la carga del motor sin cambiar su velocidad. Los solenoides se activan o desactivan en las diferentes posiciones del acelerador y regulan la carga del motor y la inyección de combustible con respecto a las necesidades de tracción de los motores de tracción. Ficha técnica general Peso Unidad "A" y "B"(aprox): 104.326 kg Combustible: 4.542 lts Aceite lubricante: 757 lts Agua refrigeración: 870 lts Opciones de relación de engranajes 65/12 62/ 15 Velocidad máxima: 112 km/h Diámetro de ruedas: 1.016 mm Largo Unidad "A": 15.240 mm Unidad "B": 15.240 mm Alto: 4.546 mm Ancho: 3.048 mm Esfuerzo tractivo Inicial: 24.964 kg Continuo: 18.156 kg Principales ferrocarriles compradores de F3 Union Pacific 179 Southern Pacific 160 Pennsylvania Railroad (PRR) 120 link: https://www.youtube.com/watch?v=oq3WJN12GLY F7 La F7 al igual que la F3, entrega 1.500 HP con el mismo motor diesel y es el reemplazo de esta a partir de febrero de 1949 y fue producida hasta diciembre de 1953. Fue sin dudas y por lejos, la unidad F más vendida de todos los tiempos. La F7 difiere de la F3, principalmente en equipos internos mejorados (sobre todo eléctricos) y algunas de las características externas. Pero en general es básicamente una F3 mejorada. link: https://www.youtube.com/watch?v=bq8kbxiQK3g Puesto de control El modelo F7 varió ligeramente de la F3, ya que todavía llevaba el motor de 16 cilindros, modelo 567B. Pero se les instaló el generador D12 ligeramente actualizado y designado como D12B, y motores de tracción D27. Estos nuevos motores de tracción fueron diseñados de manera que fueran más resistentes y duraderos que el anterior modelo. Sin embargo, se continuó ofreciendo una locomotora con el mismo esfuerzo tractivo que la F3. Diagrama F7 Ficha técnica general Peso Unidad "A" y "B"(aprox): 104.326 kg Combustible: 4.542 lts Aceite lubricante: 757 lts Agua refrigeración: 870 lts Velocidad máxima según relación de engranajes 65/12: 88 km/h 62/15: 104 km/h 61/16: 114 km/h 59/18: 141 km/h 57/20: 152 km/h 56/21: 164 km/h Diámetro de rueda: 1.016 mm Dimensiones Largo Unidad "A": 15.240 mm Unidad "B": 15.240 mm Alto: 4.546 mm Ancho: 3.048 mm Principales compradores de F7 New York Central 294 Baltimore & Ohio 257 Atchison, Topeka & Santa Fe 239 Pennsylvania Railroad 199 Southern Pacific 160 Chesapeake & Ohio 148 Se produjeron 2.366 unidades A y 1.483 unidades B. link: https://www.youtube.com/watch?v=L__3yRejLMU Las F7 han perdurado en el tiempo y no sólo pueden ser vistas en museos, sino que muchas operan en servicios turísticos Museo de Transporte de Sacramento, California Otra operando en servicios turísticos en 2014 South Branch Valley Railroad FP7 Producidas entre junio de 1949 y diciembre de 1953 son esencialmente F7 pero 1.219 mm más largas para dar lugar a una caldera para calefacción de coches de pasajeros. Aparte de estos componentes añadidos era idéntica a la F7. Contaba con el mismo motor de 16 cilindros 567B y producía 1.500 HP de potencia. Poseía los motores de tracción D27 y tenía el mismo esfuerzo tractivo que la F7. La única gran diferencia era su generador principal, un mejorado D12 ahora designado como D12D. link: https://www.youtube.com/watch?v=8Rs7iDbPOF4 Principales compradores de FP7 Louisville & Nashville Railroad 45 Atlantic Coast Line 44 Pennsylvania Railroad 40 Milwaukee Road 32 Southern Railway 20 Se produjeron 381 unidades A de esta variante, la cual a diferencia de la serie de cargas, se vendió sin unidades B. Y en la actualidad también hay muchas preservadas y hasta operables. F9 link: https://www.youtube.com/watch?v=0UaKWGQJUYw Diagrama F9 (idéntico al de la F7) La F9 es el reemplazo directo de la F7. Su producción comienza en febrero de 1953 y finaliza en mayo de 1960. Este modelo utiliza un nuevo motor, el 567C, de 16 cilindros y 1.750 HP. Además trae otra mejora y es que el conjunto del generador y alternador principal, está conectado directamente al cigüeñal a través de un acoplamiento dentado. Además está equipada con nuevos motores de tracción modelo D37. Principales compradores de F9 Northern Pacific 60 Atchison, Topeka & Santa Fe 36 Ferrocarriles Nacionales de Mexico 20 Fueron producidas 100 unidades A y 154 unidades B. link: https://www.youtube.com/watch?v=caLyA6NJlqA Operando en la actualidad en Norfolk Southern a cargo del ´´Bussines Train´´. Operando en la actualidad en Norfolk Southern a cargo del ´´Bussines Train´´. Y al igual que en el caso de las F7, hay en la actualidad muchas unidades en estado operativo. FP9 La FP9 era una variante de la F9, producida entre febrero de 1954 y diciembre de 1959. El concepto de esta variante es el mismo que el aplicado a la FP7. Principales compradores de FP9 Ferrocarriles Nacionales de Mexico 25 Chicago & North Western 4 Ferrocarriles del Gobierno de Arabia Saudita 7 Fueron producidas 90 unidades A. También hay muchas operativas en la actualidad. FL9 El modelo FL9 fue diseñado para traccionar con la fuerza motriz de su motor diesel, así como también por medio de tercer riel. Fueron construidas para el ferrocarril New Haven y el Pennsylvania Railroad, entre octubre de 1956 y noviembre de 1960. Era la competencia directa del menos popular modelo de iguales características, el P-12-42 de Fairbanks-Morse. El diseño básico se basa en una FP9, manteniendo el largo extra para instalar el equipo adicional, incluyendo una caldera de calefacción de vapor más grande. Debido al peso adicional del equipo añadido y la restricción de peso en el Viaducto Park Avenue 97th, de la línea de New Haven, la locomotora estaba equipado con un bogie de tres ejes trasero, dándole un arreglo de rueda B-A1A, totalmente infrecuente. Un bogie Flexicoil también fue utilizado en la parte delantera, pero este era B-B, debido a que este tipo de bogie dejaba más espacio para el montaje de los patines colectores para el tercer riel, los cuales eran retractiles y operados neumáticamente. El suministro eléctrico disponible en el tercer carril era de 660 V CC, el mismo voltaje requerido por los motores de tracción de la locomotora, lo que permitío una conversión bastante fácil. Bogie delantero Bogie trasero link: https://www.youtube.com/watch?v=JnLsDj47pkA Algunas unidades de primera tanda fueron equipadas con un pequeño pantógrafo de CC para el uso dentro de la Grand Central Terminal de Nueva York, donde existen largos tramos sin tercer carril debido a la compleja parrilla de cambios. Igualmente, estos pantógrafos pronto fueron eliminados. Información general modelos F9,FP9 y FL9 (Manual de Operación EMD F9,FP9,FL9) Peso F9 unidad A (aprox): 104.326 kg FP9 unidad A (aprox.): 117.026 kg FL9 unidad A (aprox). 120.836 kg Capacidades Combustible: 4.542 lts Aceite lubricante: 757 lts Agua refrigeración: 870 lts Velocidad máxima según relación de engranajes 65/12: 88 km/h 62/15: 104 km/h 61/16: 114 km/h 59/18: 141 km/h 57/20: 152 km/h 56/21: 164 km/h Diámetro rueda: 1.016 mm Largo F9 unidad A: 15.443 mm FL9: 17.678 mm FP9: 16.662 mm FUENTES Manual de Operación EMD FT Manual de Operación EMD F3 de 1.946 Manual de Operación EMD F9,FP9 y FL9 de 1.957 http://en.wikipedia.org/wiki/EMD_F-unit http://exotic.railfan.net/F.htm http://www.american-rails.com/emd-ft.html