carlox_666
Usuario (Ecuador)

BIENVENIDOS Mecánica y control de robots manipuladores (parte 2) En esta entrega sobre robótica industrial les voy a presentar información sobre velocidades, fuerzas estáticas, singularidades, dinámica de manipuladores, generación de trayectorias y control de un robot manipulador, finalizando esta etapa introductoria al tema. Si se perdieron la primera entrega, pueden acceder haciendo click AQUÍ, o para acceder a la introducción AQUÍ Velocidades, fuerzas estáticas, singularidades Además de tratar con los problemas de posicionamiento estático, es necesario analizar el comportamiento de los robots manipuladores en movimiento. Por lo general, cuando se realiza el análisis de velocidad de un mecanismo de este tipo, es necesario definir una matriz conocida como el jacobiano del manipulador. El jacobiano especifica la asignación de las velocidades en espacio de articulaciones a las velocidades en espacio cartesiano (ver imagen de abajo). La naturaleza de esta asignación cambia a medida que varía la configuración del manipulador. En ciertos puntos, que reciben el nombre de singularidades, esta asignación no es invertible. Esto es un punto que deben tomar en cuenta los diseñadores y usuarios de robots manipuladores. Como les expliqué en el post anterior, para esto se necesita cierta habilidad espacial y conocimiento en matemáticas, álgebra lineal, entre otras ciencias. El post es introductorio, sin embargo pienso retomar con la parte avanzada de este tema en próximas entregas. Dinámica de un manipulador La dinámica es un campo dedicado al estudio de las fuerzas que se requieren para ocasionar el movimiento. Por ejemplo, para poder acelerar un robot manipulador desde una posición inerte, deslizarlo a una velocidad constante del efector final y finalmente desacelerarlo por completo, los actuadores de las articulaciones deben aplicar un conjunto de funciones de momento torsor. La forma exacta de las funciones requeridas de momento torsor de un actuador dependen de los atributos espaciales y temporales de la ruta tomada por el efector final, de las propiedades de masa de los vínculos y la carga útil, la fricción entre las articulaciones, etc. Un método para controlar a un manipulador de manera que siga una ruta deseada implica calcular estas funciones del momento de torsión del actuador, utilizando las ecuaciones dinámicas de movimiento del manipulador. Probablemente algunos de ustedes han experimentado la sensación de levantar un objeto que es en realidad mucho más ligero de lo que esperaban (por ejemplo, levantar un envase de leche pensando que está lleno cuando en realidad está vacío). Este mal cálculo de la carga útil puede producir un movimiento de levantamiento inusual. Este tipo de acotación indica que el sistema de control humano es más sofisticado que un esquema cinemático puro. Nuestro sistema de control de manipulación hace uso del conocimiento de la masa y otros efectos dinámicos. Del mismo modo, los algoritmos que diseñamos para controlar el movimiento de un robot manipulador deben tomar en cuenta la dinámica. Generación de trayectorias Una manera común de hacer que un manipulador se mueva de aquí para allá, de una forma suave y controlada, es hacer que cada articulación se mueva según lo especificado por una función continua en el tiempo Por lo general, cada articulación inicia y termina su movimiento al mismo tiempo, de modo que el movimiento del manipulador parece coordinado. La manera exacta de calcular estas funciones de movimiento corresponde a la generación de trayectorias. Para poder forzar al efector final a que siga una línea recta (o cualquier otra trayectoria), el movimiento deseado debe convertirse a un conjunto equivalente de movimientos de articulaciones. De modo más formal se le conoce como generación de trayectorias cartesianas y será analizado en un post a futuro. Sobre el diseño y sensores del manipulador Aunque los manipuladores son, en teoría, dispositivos universales que se aplican a muchas situaciones, la economía generalmente dicta que se debe orientar el diseño mecánico hacia la gama de tareas que va a realizar el robot. Junto a otras cuestiones como tamaño, velocidad y capacidad de carga, el diseñador también debe considerar el número de articulaciones y su arreglo geométrico, debido a que afectan al tamaño y calidad del volumen de trabajo, la rigidez de la estructura, entre otros atributos. Entre más articulaciones contenga el brazo de un robot, adquiere más destreza y capacidad, pero también resulta más complicado de construir (y obviamente costoso). Además del diseño del manipulador están las cuestiones relacionadas con la elección y ubicación de actuadores, sistemas de transmisión y sensores de posición interna (y algunas veces de fuerza). Control de posición lineal Algunos manipuladores están equipados con motores a pasos u otros actuadores que pueden ejecutar directamente la trayectoria deseada. Sin embargo, la gran cantidad de manipuladores se controlan mediante actuadores que suministran una fuerza o un par de torsión para mover los vínculos. Algunas de las principales preocupaciones de un sistema de control de posición son compensar automáticamente los errores en los parámetros del sistema y suprimir las perturbaciones que tienden a desviar al manipulador de la trayectoria deseada. Para lograrlo, el algoritmo de control vigila los sensores de posición y velocidad, determinando los comandos de momento torsor para los actuadores. Control de posición no lineal Aunque los sistemas de control basados en modelos lineales aproximados son populares entre los robots industriales de la actualidad, es importante considerar la dinámica no lineal completa del manipulador al sintetizar los algoritmos de control. Actualmente se están creando nuevos algoritmos no lineales más óptimos y potentes para robots manipuladores industriales. Control de fuerza La habilidad de un manipulador para controlar las fuerzas de contacto al tocar las piezas, herramientas o superficies de trabajo es de gran importancia. El control de fuerza es complementario al control de posición. Por ejemplo, si el robot se mueve en el aire, posiblemente será suficiente con el control de posición, pero al entrar en contacto con algo, puede haber una acumulación de fuerzas de contacto que generen un exceso de fuerza, o en su defecto una falta que haga perder el contacto entre superficies rígidas. Los manipuladores rara vez se ven afectados por superficies de reacción en todas las direcciones simultáneamente, por lo que se requiere un control híbrido o mixto, donde algunas direcciones se controlan mediante una ley de control de posiciones, y las direcciones restantes se controlan mediante una ley de control de fuerza. Acerca de la programación de robots manipuladores Un lenguaje de programación de robots sirve como interfaz entre el usuario y el robot industrial. A continuación algunas preguntas clave que surgen respecto a la programación: ¿Cómo describir los movimientos a través del espacio?¿Cómo programar varios manipuladores para que trabajen en paralelo?¿Cómo describir en un lenguaje de programación las acciones basadas en sensores? En los robots comunes hay una manera rápida para describir la ruta a seguir. En primer lugar, el usuario señala un punto especial en la mano del manipulador o la herramienta que esté sujetando; posteriormente construye la ruta indicando puntos vía, generalmente definiendo ciertas velocidades a las que debe operar el robot en determinados tramos. Con estas "soluciones", el algoritmo de generación de trayectoria debe planear los perfiles de velocidad para cada articulación, el tiempo de duración del movimiento, entre otros factores que puedan ser necesarios dependiendo de la aplicación. Todo esto en un lenguaje de programación determinado. Programación fuera de línea y simulación Un sistema de programación fuera de línea es un entorno de programación de robots, generalmente mediante gráficos computacionales, como para que pueda llevarse a cabo el desarrollo de programas sin la necesidad de acceder al robot en sí. Este tipo de programación no necesita detener el equipo de producción (robot) para reprogramarlo, por lo tanto, las fábricas automatizadas pueden permanecer produciendo más tiempo, disminuyendo pérdidas que ocasionaría detener el equipo para programarlo en planta. Además, la programación fuera de línea permite enlazar bases de datos de diseño asistido por computadora (CAD) que se utilizan al diseñar un producto, con la fabricación real del mismo. En algunos casos, el uso directo de los datos del CAD puede reducir notablemente el tiempo de programación requerido para el proceso de manufactura. Notación Para finalizar esta introducción a la robótica industrial voy a presentar las convenciones con respecto a notación en el estudio de robots manipuladores. Además, todos los vectores serán considerados vectores columna; por lo tanto, los vectores fila tendrán la transpuesta indicada de forma explícita. Si están interesados en aprender sobre temas similares, visiten mi contenido haciendo click en la imagen de abajo
BIENVENIDOS Mecánica y control de robots manipuladores (parte 1) En esta entrega sobre robótica industrial, veremos los elementos y terminología utilizada para describir el comportamiento de robots manipuladores. Si te perdiste la introducción al tema, puedes hacer click para acceder al post Descripción de posición y orientación Al estudiar robótica industrial, generalmente existe la necesidad de conocer la ubicación de los objetos en el espacio tridimensional. Dichos objetos constituyen las partes del manipulador, las piezas y herramientas con las que trabaja y otros objetos que pudiesen existir en su entorno. A un nivel básico, podemos decir que la descripción de los objetos queda determinada por su posición y orientación. Para describir la posición y orientación de un robot manipulador, es necesario adjuntar un sistema de coordenadas (trama) al objeto. Después, se describe la posición y orientación de esa trama con respecto a un sistema de coordenadas referenciales (ver imagen abajo). Cinemática directa de robots manipuladores Se podría decir que la cinemática es la ciencia que trata el movimiento sin considerar las fuerzas que lo ocasionan. Dentro de este ámbito se estudian la posición, velocidad, aceleración y todas las derivadas de mayor orden en las variables de posición (no solamente respecto al tiempo, puede ser respecto a cualquier otra variable) Un manipulador consiste en vínculos casi rígidos, los cuales están conectados por articulaciones que permiten el movimiento relativo de los vínculos adyacentes. Estas articulaciones generalmente se instrumentan con sensores para medir la posición relativa con respecto a otros vínculos. En caso de las articulaciones giratorias o angulares, los desplazamientos se conocen como ángulos articulados. Además, algunos manipuladores tienen articulaciones deslizantes o prismáticas, en las que el desplazamiento relativo entre los vínculos es una traslación llamada desplazamiento de articulación. Si quieren conocer un poco más sobre el movimiento de cada tipo de robot manipulador, pueden visitar un post que hice al respecto . En el extremo libre de la cadena de vínculos que constituyen el manipulador se encuentra el efector final. Dependiendo de la aplicación que se va a dar al robot, el efector podría ser una pinza, un soplete para soldadura, un electroimán, entre otros. Generalmente se presenta la posición del manipulador dando una descripción de la trama de la herramienta, la cual está unida al efector final, relativa a la trama base que está unida a la base fija del robot. Un problema muy básico en el estudio de mecánica de manipuladores recibe el nombre de cinemática directa, que es el problema geométrico estático de calcular la posición del efector final del manipulador, dado un conjunto de ángulos articulares. El problema consiste en calcular la posición y orientación de la trama de la herramienta, relativa a la trama base. Esto requiere cierta capacidad espacial y aptitud matemática, pero no es nada del otro mundo. Lo voy a postear a medida que sigamos entrando en materia. Cinemática inversa de robots manipuladores Este es otro tema que pienso detallar mejor a futuro, pero se plantea de la siguiente manera: dada la posición y orientación del efector final del manipulador, calcule todos los conjuntos posibles de ángulos articulares que podrían utilizarse para obtener esta posición y orientación dadas. Este es un problema geométrico un poco más complicado, que se resuelve miles de veces de forma rutinaria en el sistema humano y otros sistemas biológicos. Sin embargo, en el caso de un sistema artificial como un robot, es necesario crear un algoritmo en la computadora de control que pueda realizar este cálculo. Incluso en algunos casos, la solución de este problema suele considerarse la parte fundamental del sistema manipulador. Algunos de los primeros robots carecían de este algoritmo; simplemente se desplazaban (algunas veces incluso manualmente) hacia las ubicaciones deseadas, que después se registraban como un conjunto de valores de articulación para su posterior reproducción. Actualmente es raro encontrar un robot industrial que carezca de un algoritmo básico de cinemática inversa. El estudio de estas cuestiones hace que apreciemos lo que la mente humana y el sistema nervioso logran realizar cuando (al parecer de forma inconsciente) movemos y manipulamos objetos con nuestras manos. Quién diría que en ciertas cosas estamos tan "bien programados". Continuaré con el tema en las próximas entregas. Si están interesados en aprender sobre temas similares, visiten mi contenido haciendo click en la imagen de abajo.

Bienvenidos Introducción a la robótica industrial El uso del robot industrial, que se identificó como dispositivo único en la década de 1960, junto con los sistemas CAD&CAM, caracteriza las tendencias más recientes en la automatización de un proceso de manufactura. En EEUU utilizaron bastantes equipos de robótica hasta inicios de la década de 1980, cuando surgió un pequeño retraso (como se observa en la imagen de abajo). Sin embargo, esta tecnología llegó para quedarse y repuntó en los próximos años. En la imagen de abajo, en cambio, se muestra el número de robots instalados por año en las principales regiones industriales del mundo. Observen que Japón reporta números de una manera un poco distinta a las demás regiones: cuentan como robots algunas máquinas que en otras partes del mundo no se consideran así (se consideran simplemente como "máquinas de fábrica". Una de las razones principales del crecimiento en el uso de robots industriales es la reducción del costo. Durante la década de 1990, los precios de los robots disminuyeron al mismo tiempo que aumentaron los costos de mano de obra humana. Considerando que los robots cada vez tienden a ser más efectivos y transformando a números estos ajustes de calidad, el costo por utilizar robots disminuye mucho más rápido que su etiqueta de precio. Ésta es la tendencia individual más importante que impulsa el crecimiento del mercado de robots industriales. Un factor secundario que también impulsa el mercado de robots es que, dejando a un lado la economía, los robots son cada vez mejores en las labores que implican riesgos para el ser humano, por lo que la tendencia es salvaguardar la integridad de las personas y designar dichas tareas a robots capacitados para este fin. Las aplicaciones que llevan a cabo los robots industriales se están volviendo cada vez más sofisticadas, pero todavía se da el caso de que, como en el año 2000 en las imágenes de arriba, aproximadamente el 78% de los robots instalados en EEUU fueron robots para soldadura o manejo de materiales. Por otro lado, un ámbito que ofrece un mayor reto y cada vez tiene mayor acogida es el ensamblaje realizado por robots industriales, el cual contabilizó el 10% de las instalaciones en EEUU. Lo que constituye un robot industrial es un tema que merece ser debatido, sin embargo, como regla general, los brazos industriales mostrados en las imágenes de arriba siempre se incluyen como robots industriales, mientras que las máquinas CNC como una fresadora, generalmente no. La diferencia podría ser la capacidad de programación del dispositivo: si un dispositivo mecánico puede programarse para realizar una amplia gama de acciones, lo más seguro es que sea un robot industrial. Por otro lado, las máquinas que en su mayor parte están limitadas a una clase de tarea se consideran como de automatización fija. El estudio de la mecánica y el control de robots manipuladores no es una ciencia nueva, sino una recopilación de temas provenientes de campos "clásicos": la ingeniería mecánica contribuye con metodologías para el estudio de máquinas en condiciones estáticas y dinámicas, las matemáticas proveen herramientas para describir los movimientos espaciales y demás atributos de los robots. La teoría de control proporciona herramientas para diseñar y evaluar algoritmos para realizar los movimientos deseados o las aplicaciones de fuerza. Las técnicas de ingeniería eléctrica se aplican en el diseño de sensores a interfaces para robots industriales, y por último pero no menos importante, la ciencia de la computación contribuye con la base para programar estos dispositivos a fin de realizar la tarea designada. En las próximas entregas me voy a enfocar en explicar en la mecánica y control de la forma más importante de robot industrial, es decir, el manipulador mecánico. Si quieren seguir leyendo al respecto, pueden visitar mi post VOLUMEN DE TRABAJO DE ROBOTS MANIPULADORES Si están interesados en aprender sobre temas similares, visiten mi contenido haciendo click en la imagen de abajo..
BIENVENIDOS Protocolo DNP3 para sistemas SCADA Los datos recopilados en las RTU antes de su transmisión son encapsulados obedeciendo a protocolos. Para comprender cómo funcionan, en este post les voy a explicar sobre el protocolo DNP3. También se suele utilizar el protocolo IEC 870-5-101, pero de eso hablaré en el próximo post. Trataré de incluir enlaces donde pueden ampliar la información sobre uno u otro tema haciendo click en algunas palabras clave del post. Protocolo DNP3 El protocolo DNP fue desarrollado por la GE-Harris de Canadá en 1990 y emitido en 1993. Actualmente es administrado por el DNP users group. Un protocolo es un conjunto de reglas que definen cómo se pueden comunicar los dispositivos entre ellos. DNP3 es un protocolo para la transmisión de datos desde un punto A hasta un punto B usando comunicación serial, o IP en la actualidad. DNP3 fue diseñado para optimizar la transmisión de datos de campo y comandos de control entre estaciones (por lo general computadoras) remotas y computadoras maestras. El protocolo utiliza el término "estación externa" (outstation) para referirse a estaciones remotas instaladas en campo, El término maestro (master) se usa para las estaciones en el centro de control. Es necesario mencionar que DNP3 no se trata de un protocolo de propósito general como aquellos que han visto en internet para transmitir correos electrónicos, hipertexto, peticiones SQL, multimedia y grandes archivos, sino que es exclusivo para aplicaciones SCADA. Base de datos en la unidad maestro y remota En la imagen de abajo se muestra la relación master-outstation y con ella se pueden hacer una idea simple sobre las bases de datos que hay en ambos lados, junto con los procesos involucrados. El maestro está a la izquierda y la estación externa a la derecha. Los cuadrados representan los datos típicamente almacenados en las bases de datos. En términos del protocolo, los números pertenecientes a los elementos se denominan índices y tienen base cero; es decir, el elemento inferior siempre se identifica con cero. Uno de los objetivos del maestro es mantener su base de datos actualizada. Esto lo consigue enviando peticiones a las estaciones remotas solicitando los valores almacenados en sus bases de datos. Esta tarea recibe el nombre de polling. Capas de DNP3 Los circuitos de comunicaciones entre dispositivos son a menudo imperfectos: son susceptibles al ruido y pueden llegar a distorsionar la señal. DNP3, como casi todo protocolo de comunicaciones, trabaja con la capa física, de enlace y de aplicación del modelo OSI. En la imagen de arriba, la capa superior es la capa de usuario. En el maestro, esta capa representa al software que interactúa con la base de datos e inicia las peticiones hacia las estaciones remotas. Por otro lado, en la estación remota, es el software que captura desde la base de datos remota los datos solicitados por el maestro. Capa de aplicación Maneja mensajes, cada uno dividido en fragmentos. El tamaño máximo de un fragmento está determinado por el tamaño del buffer en el receptor. Por lo general, el tamaño va de 2048 a 4096 bytes. Cuando un mensaje es más largo que el tamaño establecido, se divide en varios fragmentos. La capa de aplicación es la encargada de fragmentar estos mensajes. En el modelo OSI la capa de transporte es la encargada de dividir los datos de la capa de aplicación en segmentos pequeños, adecuados para que la capa de enlace los transmita, y cuando son recibidas por el receptor, debe volver a re-ensamblar las tramas. Por otro lado, en DNP3 la capa de transporte está incorporada en la capa de aplicación, de ahí que su nombre es "pseudo capa". La capa de transporte requiere de un octeto para hacer su tarea. Como puede manejar hasta 250 octetos, esto implica que 249 pueden ser de datos. Capa de enlace Es la responsable de mantener confiable el enlace físico. Para esto se provee servicios de detección de errores y de duplicación de tramas. Esta capa envía y recibe tramas (frames). Una trama DNP3 consiste en un encabezado (header) y la sección de datos (data section). El header especifica el tamaño de trama, contiene información de control del enlace de datos e identifica las direcciones de los dispositivos fuente y destino. La sección de datos contiene la información a ser transmitida (payload) y que viene de capas superiores. Cada trama comienza con 2 bytes de sincronismo que ayudan al receptor a determinar dónde empieza la tramaLa longitud (length) especifica el número de octetos en el resto de la trama, sin incluir los octetos del chequeo CRC.El octeto de control de enlace (link control octet) se emplea para que las capas de enlace transmisoras y receptoras coordinen sus actividades.Direccionamiento (addressing). En la trama incluye tanto la dirección de la estación fuente como del destinatario para satisfacer el requerimiento de lograr una conexión peer-to-peer. Se pueden tener hasta 65520 direcciones unicast.Chequeo CRC. Los datos en la trama contienen un octeto CRC por cada 16 octetos de datos. Esto brinda un alto grado de seguridad para proveer el servicio de detección de errores durante la transmisión, es decir, sirve para chequear la integridad de los datos cuando llegan al receptor.Confirmación de la capa de enlace. Esta característica se refiere a que el transmisor puede pedirle al receptor un "acuse de recibido" o confirmación de que la trama llegó correctamente al destino (ACK). Esta característica es opcional y muchas veces no es activada porque se recurre a otros métodos para confirmar la recepción de una trama. Si no se recibe confirmación de una trama, la capa de enlace puede intentar una re-transmisión. Capa física En la imagen de abajo pueden apreciar las topologías físicas típicas que se emplean en la actualidad. En la parte superior está el ejemplo más simple de una estación maestra y una remota. La conexión física es una línea dedicada o una línea dial-up. El segundo tipo corresponde a una topología con múltiples derivaciones. Un maestro se comunica con varias estaciones remotas.El tercer tipo tiene un arreglo jerárquico donde la estación intermedia es remota para la estación maestro de la izquierda, pero a su vez es maestro para la de la derecha.En los 2 últimos casos se tiene ejemplos de concentradores y convertidores de protocolo. Un dispositivo junta información desde los dispositivos a la derecha y la guarda en su base de datos. Esta topología se suele ver cuando se combinan RTU con PLC (el PLC reúne información de los dispositivos locales para enviarlos a las RTU y de ahí su posterior transmisión a la MTU) TCP/IP (bonus) Algunos proveedores ofrecen productos que operan sobre TCP/IP, lo cual hace posible que DNP3 se pueda favorecer de acceso a internet y así obtener una recopilación económica de datos (y obviamente control de dispositivos geográficamente separados). DNP3 - resumen level 5 Es un protocolo de comunicación específico para sistemas SCADA que transporta datos como valores genéricos, tiene un buen grupo de funciones y fue diseñado para trabajar en redes de comunicación de área amplia. El método estandarizado de capas y su disponibilidad pública hacen que sea un excelente protocolo. Eso fue todo por hoy. Si están interesados en aprender sobre temas similares, visiten mi contenido haciendo click en la imagen de abajo.

BIENVENIDOS Protocolo IEC 870-5-101 para sistemas SCADA GIF Continuando con los protocolos de comunicación para sistemas SCADA, hoy les voy a presentar información relevante acerca del IEC-870-5-101. En mi post anterior abordamos las nociones básicas de este tipo de protocolos y analizamos el DNP3. Si alguien está interesado, pueden acceder al post haciendo click AQUÍ El protocolo IEC 870-5-101 fue desarrollado por el comité técnico 57 para tele control, tele operación y telecomunicaciones asociadas de sistemas electrónicos de potencia. Como resultado, 5 especificaciones fueron generadas: IEC 870-5-1 (el formato de la trama de transmisión)IEC 870-5-2 (servicios de transmisión de la capa de enlace)IEC 870-5-3 (estructura general de datos en la capa de aplicación)IEC 870-5-4 (definición y codificación de los elementos de información)IEC 870-5-5 (funciones de aplicación básicas) Además, el comité produjo un estándar adicional: IEC 870-5-101, específicamente para las RTU y basado en los documentos IEC-870-5 del 1 al 5. Este protocolo también incluye su propia terminología: denomina estación controlada (controlled station) a la estación externa (outstation en DNP3), estación remota (remote station), unidad terminal remota (remote terminal unit RTU) y estación esclava (slave station), monitoreadas o controladas por una estación maestro que recibe el nombre de estación controladora (controlling station). Esta última realiza el tele control de las estaciones externas. Capa de aplicación Al igual que en DNP3, el protocolo IEC 870-5-101 obedece a un esquema de capas. La capa de aplicación trabaja con ASDU (application service data unit), que es derivada de la especificación IEC 870-5-3 y describe las ASDU para las tramas de transmisión. Las ASDU se especifican como tramas de longitud variable que se construyen según el formato-clase FT 1.2. Si la estación controladora y varias estaciones controladas comparten un canal físico común, entonces el enlace debe ser operado de modo que se evite la posibilidad de que más de una estación intente transmitir al mismo tiempo en el canal. La secuencia que permite acceso al canal a las estaciones externas se determina por un procedimiento que funciona a nivel de la capa de aplicación en la estación controladora. Capa de enlace La especificación IEC 870-5-2 ofrece una selección de procedimientos de transmisión a nivel de la capa de enlace usando un campo de control y un campo opcional para la dirección. El protocolo IEC 870-5-101 especifica un formato de trama tipo FT 1.2, lo que implica que cada trama debe empezar con: Un octeto para el caracter de inicio (start character)Un octeto para la longitud de la trama (frame length)Un octeto para la dirección de enlace (link address) y terminar con: Un octeto checksumUn octeto para el caracter de parada (stop character) El protocolo IEC 870-5-101 es asíncrono con una distancia de hamming igual a 4. Esto a su vez implica que cada octeto debe ser empaquetado con un formato de clase FT 1.1 con una distancia de hamming igual a 2. Es decir, encapsular cada bloque de acuerdo al siguiente formato de caracter: 1 bit de inicio1 bit de parada1 bit de paridad (even)8 bits de datos Las tramas se forman juntando estos caracteres en concordancia con el formato FT1.2. En la imagen de abajo pueden ver un ejemplo. Capa física En esta capa, el protocolo es capaz de dar soporte a varias topologías (ver imagen de abajo). Ahora, en cuanto a las posibles topologías que podrían implementarse utilizando RTUs, miren la imagen de abajo. Observen que a fin de cuentas podríamos recibir los datos recolectados en planta, a la comodidad de nuestro teléfono celular. Especificaciones de las RTU Entre este y el anterior post, abarcamos 2 protocolos muy usados a nivel de RTU para sistemas SCADA, pero ¿qué criterios deberíamos tomar en cuenta a la hora de adquirir una RTU? Aquí les dejo algunos: Rango de temperatura de la aplicación que se desea realizar (por ejemplo, de -10°C a 65°C) Humedad relativa Polvo, lluvia, sal y protección contra neblina Inmunidad al ruido eléctrico Tamaño físico (debe tener el espacio adecuado para ser instalado en planta) Consumo de energía Capacidad I/O (se refiere a la capacidad en cuanto a la cantidad de entradas y salidas del dispositivo. En general, siempre se debe dejar cierta holgura por si en un futuro se conectan más elementos; entre el 10% y 20% deberían quedar disponibles luego de instalar la RTU. Además, no se debe pedir salidas análogas si no son realmente necesarias, y de ser así, hay que considerar muy bien la precisión de los canales análogos y el tipo de señales digitales esperadas) Programabilidad y configurabilidad (básicamente podría decirse que se refiere a qué tan fácil o difícil es programar, configurar, modificar la programación o la configuración. Para conocer mejor sobre estos términos pueden revisar la IEC 1131-3) Facilidad de diagnóstico (local y remoto) Capacidad de comunicación (incluyendo soporte para radio, PSTN, línea terrestre, microonda, satélite, X.25, entre otros. El uso de la PSTN implica que la RTU deberá marcar fecha y hora, y almacenar la información cuando no está conectada; así, el SCADA master puede llamar para llevarse los datos con información histórica que incluye archivos de tendencia) Protocolos de comunicación (es mejor elegir los más conocidos como DNP3, IEC 870, MMS, en vez de protocolos propietarios) Funcionalidad (considerando factores como marcación de fecha y hora, memoria para almacenar información en el evento de pérdida de comunicaciones, habilidad para realizar cálculos, entre otros) Se debe buscar que soporten comunicaciones punto a punto incluyendo capacidad de almacenar y enviar si las comunicaciones son difíciles, especialmente cuando se trabaja con radio enlaces. Definir las tasas de transferencia de datos (1200 baudios FSK, o 9600 baudios radio) Se pueden pedir puertos adicionales, especialmente cuando se trabaja con PLCs Nuevamente enfatizo en el tema de la fecha y hora que debe marcar la RTU. Hay que buscar que el dispositivo sea preciso en este aspecto, considerando que el estándar en la industria eléctrica es de 1 milisegundo y esto sólo se consigue con procesadores rápidos y una señalización precisa del tiempo, por ejemplo desde GPS. Capacidad de direccionamiento (por ejemplo, máximo 255 RTUs) Actualizaciones de compatibilidad tanto de software como de hardware Registro de errores (y acceso remoto a dichos registros) Filtros digitales para las entradas análogas. Eso fue todo por hoy. Recuerden que yo posteo desde lo general hasta lo específico, entonces si tienen alguna duda en cuanto a la terminología usada o alguna cosa que parece que no expliqué, pueden visitar mis posts anteriores y aprender de forma progresiva. Visiten mi contenido haciendo click en la imagen de abajo
BIENVENIDOS En esta ocasión les vengo a presentar el proyecto de titulación que realicé para terminar la carrera de Ingeniería en Mecatrónica. Se trata de una máquina bobinadora de 4 ejes para fabricar tanques mediante la técnica Filament Winding. La máquina es semiautomática, es decir que durante todo el proceso de fabricación de tanques, algunas labores son realizadas por el operador. Aclaración 1: El objetivo de este post, además de mostrarles un poco de mi trabajo, es entretener con ciencia a la comunidad taringuera, así que voy a omitir todo el análisis matemático que existe de fondo e intentaré explicarles de forma sencilla cómo llevé a cabo este proyecto. Sin embargo, si alguien necesita ayuda en alguna parte puntual del cálculo para un proyecto similar o tiene curiosidad de cómo diseñé algún módulo en específico, no duden en mandarme MP. Aclaración 2: Todo el proyecto fue desarrollado por mi. Durante el diseño y simulación no tuve problemas porque básicamente todo lo realizaba desde la computadora, sin embargo, en la construcción tuve que enfrentar serios problemas de presupuesto; para que me alcance el dinero, tuve que realizar por mi cuenta todos los procesos de manufactura, incluyendo el uso de distintos tipos de soldadura. No soy el mejor soldador así que algunos de los acabados no son los mejores. Espero sepan tomarlo con buena onda. Resumen level 5: Diseñé, construí e implementé una máquina bobinadora semiautomática de 4 ejes para la fabricación de tanques mediante la técnica Filament Winding. ETAPA 1: INTRODUCCIÓN Filament Winding La técnica de bobinado de filamentos (Filament Winding) es un método para la fabricación de estructuras de materiales compuestos. El proceso se lleva a cabo enrollando filamentos de un material de refuerzo en un molde con la geometría deseada y recubriendo los mismos con una matriz orgánica. Para llevar a cabo la construcción de una estructura que bobine mediante la técnica Filament Winding, es necesario sincronizar 2 movimientos de rotación con 2 de traslación: Eje 1 - Rotación del mandril. Su principio de operación es similar al de un torno, que permite la rotación continua del mandril durante el proceso.Eje 2 - Movimiento axial. En este caso la línea de acción es paralela a la dirección del eje rotacional del mandril. Su función es mover un carro longitudinal donde se impregnan los filamentos con la matriz orgánica durante el proceso.Eje 3 - Movimiento de ojo. Consiste en un eje de rotación del acople que sostiene el filamento, paralelo al eje del carro transversal. Su función consiste en girar cuando el carro transversal ha avanzado al centro del mandril.Eje 4 - Movimiento radial. Constituye el eje de traslación del carro transversal, perpendicular a la línea de acción del carro longitudinal. Este eje permite el avance del filamento hacia el centro de la sección transversal del mandril. ETAPA 2: Selección de Alternativas Especificaciones técnicas: El análisis de requerimientos técnicos se aborda de forma específica utilizando el método QFD (despliegue de la función de calidad), el cual permite recolectar los deseos y expectativas del cliente y transformarlos en especificaciones técnicas de la máquina. En este caso el cliente es la empresa para la que desarrollé el proyecto. Para realizar el QFD me reuní con el gerente y algunos trabajadores de la planta, quienes me manifestaron en sus palabras lo que esperaban de la máquina. El método que utilicé permite transformar estas palabras en requerimientos técnicos y estudiarlos con respecto a 2 empresas de la competencia para determinar técnicamente qué es lo que debe tener la máquina para ser competitiva en el mercado actual. Luego de realizar el análisis, todo esto queda plasmado en un esquema gráfico que recibe el nombre de "Casa de la calidad" Si alguien quiere desarrollar esta metodología alguna vez, le recomiendo el libro "Diseño Concurrente" del autor Carles Riba. Explica paso a paso no sólo esta sino todas las herramientas del despliegue de función de calidad. En fin, a pesar de la enorme cantidad de conclusiones que se pueden emitir en base a la casa de la calidad, les voy a mencionar solamente las especificaciones técnicas consideradas en la máquina hasta esta etapa: Diseño por rigidez con elementos de precisión moderada (deflexión máxima entre L/2000 y L/10000Parámetros de inicio definibles por el usuarioPartes desmontables, uniones empernadas y estandarizadasAlimentación de 1 a 5 carretesDiseño de HMI amigable con el usuarioVolumen máximo disponible que puede ocupar la máquina: 3000x2200x2200 (mm) Para finalizar esta parte, se formulan las especificaciones técnicas en base a los requerimientos y deseos del cliente, es decir, lo que necesita que sea estrictamente de una forma, y lo que quisiera que se desarrolle de otra. Diseño Conceptual: El diseño conceptual busca clasificar e interpretar conjuntos de soluciones para cada problemática involucrada en construir la máquina bobinadora. Para esto, el sistema se descompone en bloques o módulos funcionales, y mediante una matriz morfológica se establece el mejor camino en la toma de decisiones, es decir, el mejor conjunto de soluciones para el buen funcionamiento de la máquina. El "nivel 0" es un esquema general del sistema, e implica que introduciendo materia prima, energía y señales, mediante un módulo de implementación se puede definir lo que deseo sobre la máquina bobinadora. El "nivel 1" se basa en descomponer el módulo de implementación: Y el"nivel 2", con el que vamos a trabajar, define los procesos involucrados para fabricar tanques con la máquina bobinadora: Para terminar, se definen 2 posibles soluciones para cada módulo y en una matriz morfológica se establece el mejor conjunto de soluciones para el proyecto. Se que esto parece algo básico y talvez sin sentido, pero digamos que es una de las maneras con las que se puede justificar por qué utilicé uno u otro elemento para realizar cada tarea. Seleccioné el "camino B", es decir, la máquina se enciende mediante un interruptor, la verificación de los elementos se realiza con interruptores y la generación de movimiento en los ejes se realiza utilizando controladores para enviar las señales a cada actuador. Análisis y selección de alternativas Por último pero no menos importante en esta etapa, se realiza el análisis y selección de alternativas, el cual consiste en descomponer la máquina en subsistemas, y elegir los mejores componentes para cada subsistema mediante el método ordinal corregido de criterios ponderados (es básicamente un análisis matemático que nos permite cuantificar la importancia de cada elemento que se utiliza en la máquina. Los subsistemas en los que descompuse la máquina son los siguientes: Subsistema A - Estructura de la máquina (analizo el tipo de estructura en el que son soportados los elementos de la máquina.Subsistema B - Motores (estudio varios tipos de motores que podría utilizar y el análisis me dice en forma numérica cuál debería elegir para la máquina)Subsistema C - Controlador lógico programable (lo mismo que las anteriores, en base a ciertos criterios defino cuál PLC utilizar para el proyecto). Subsistema A - Estructura de la máquina Las alternativas son: máquina ENTEC FW750, máquina VIDATEK de 4 ejes y máquina bobinadora marca CNC Technics. Los criterios de selección introducidos al análisis numérico son: complejidad en los procesos de fabricación, rigidez, montaje, dimensiones y atractivo visual. La estructura ganadora de acuerdo al análisis es la ENTEC FW750, por lo que la geometría de la estructura de mi máquina tendrá algunas similitudes con este modelo: Subsistema B - Motores Las alternativas son: motores a pasos, motores DC o servomotores DC. Los criterios de selección introducidos al análisis numérico son: estabilidad, torque, disponibilidad, mantenimiento y costo. El motor ganador de acuerdo al análisis es a pasos, así queda definido el tipo de motor a utilizar (sin embargo como verán más adelante, para el eje rotacional utilizo un motorreductor trifásico y un variador de frecuencia, dado que la carga es variable durante el proceso porque el molde que debe mover inicialmente es más liviano que el tanque construido al final, entonces se debe mantener la misma velocidad en condiciones de torque hiperbólico) (imagen referencial de un motor a pasos NEMA17. Como verán más adelante, de hecho utilizo motores más grandes tipo NEMA 42 y NEMA 51) Subsistema C - Controlador lógico programable Las alternativas son: PLC Siemens S7-1200, PLC Allen Bradley ControlLogix 5580 y PLC OMRON CP1H. Los criterios de selección introducidos al análisis numérico son: costo, compatibilidad, disponibilidad, confiabilidad y soporte técnico. El PLC ganador de acuerdo al análisis es el OMRON CP1H, sin embargo al final por disponibilidad, compatibilidad y en especial costo, decidí comprar un PLC Controllino Maxi, el cual puede ser programado desde la platafora Arduino, haciendo la programación un poco más sencilla que con el tradicional lenguaje ladder (es mi opinión porque estoy acostumbrado a trabajar con software y hardware libre, y manejo mejor la plataforma Arduino que una en la que deba utilizar lenguaje ladder. ETAPA 3: Diseño Mecatrónico Aquí es donde talvez se pone más interesante el post. Como les había dicho, además de omitir una gran parte de la teoría, también estoy omitiendo todos los cálculos realizados, pero trataré de explicar a breves rasgos la metodología. Diseño Mecánico El diseño mecánico permite determinar con certeza los materiales y dimensiones de todos los elementos de la máquina que se encuentran sujetos a cargas. Adicionalmente facilita la cuantificación de los parámetros necesarios para la selección de motores (potencia, torque, rpm). Esta etapa inicia con la creación de un modelo 3D de la máquina cuya finalidad es definir la geometría de los elementos que la conforman. El modelo fue desarrollado mediante el software Autodesk Inventor 2017 con licencia estudiantil. Elementos principales Bancada o estructura (1). Dimensiones: 2500 x 800 x 1980 mm (longitud, altura, profundidad)Eje distribuidor (2). La función principal del distribuidor móvil es dirigir los filamentos a lo largo del molde. Al sincronizar el movimiento de traslación del distribuidor con el de rotación del mandril, se obtienen los patrones de bobinado circular y helicoidal.Contenedor de matriz orgánica (3). Elemento donde se vierte la matriz orgánica (resina termoestable + acelerador + catalizador)Gabinete de control (4). Gabinete metálico de 200 x 400 x 600 (profundidad, longitud, altura)Eje rotacional (5). El sistema está constituido por el motor, mecanismo y soporte, situados a los extremos de la máquina en sentido longitudinal.Eje radial (6). Este sistema proporciona el avance del homogeneizador hacia el centro del tanque, permitiendo que los filamentos recorran hasta la entrada y salida del mismo en sus extremosEje de ojo (7). El homogeneizador de fibras es el elemento encargado de separar los filamentos provenientes de distintos carretes y mantenerlos fijos a medida que rota cada vez que ha alcanzado uno de los extremos longitudinales del tanque. Cálculos y diseño Selección del perfil de la estructura Para definir cuál es el perfil indicado para construir la estructura de la máquina, me baso en el diseño por rigidez con elementos de precisión moderada. En resumen level 3, defino todas las cargas que va a soportar la estructura, luego selecciono la viga de mayor longitud de la estructura (crítica) y concentro todas las cargas en esta viga. La idea es concentrar las cargas en el centro geométrico de la viga y resolver el problema como si fuese una viga con doble empotramiento (es decir, sumatorias de fuerzas igualadas a cero, sumatoria de momentos en un punto igualados a cero, calcular el valor de las reacciones, determinar la ecuación de carga del sistema, luego integrar para sacar la ecuación de cortantes y hacerlo nuevamente para obtener la de momentos, realizar los diagramas respectivos como DCL, diagrama de cortantes y momentos, y determinar el valor de la carga en función de las reacciones. Con estos valores integramos la ecuación de momentos para obtener el ángulo de deflexión máxima y finalmente integrando por última vez obtener la deflexión máxima. Una vez obtenidas las constantes de integración que quedaron por ahí en todo el análisis, se reemplazan los valores y se despeja la inercia. El valor obtenido de inercia considerando que la viga puede tener una deflexión de longitud/2000 es el valor con el que vamos a un catálogo de perfiles estructurales de acero y seleccionamos el perfil cuya inercia coincida con el valor calculado, en este caso queda bien un perfil cuadrado de 75 x 75mm y espesor de 4mm). Para finalizar, realizo la simulación de la deflexión aplicando la carga máxima en todas las vigas y considerando una aceleración de la gravedad de 9.81m/s^2. La deflexión máxima se da en la zona roja con un valor de 0.1478mm. Este valor es más bajo que el obtenido a través del cálculo, por lo tanto la estructura soporta las cargas para las que está diseñada Velocidad de bobinado la velocidad óptima de bobinado oscila entre 60m/min y 90m/min. Con la finalidad de obtener la cantidad de revoluciones por minuto a las que debe girar el eje 1 de la máquina, transformo el valor de velocidad óptima para el caso de mi máquina considerando el radio del molde. El rango de velocidad del eje rotacional de mi máquina deberá oscilar entre 19rpm y 29rpm, es decir, entre 20 y 30 revoluciones por minuto. Velocidad de distribución de fibras Representa la velocidad a la que se desplaza el eje 2 de la máquina. Esta velocidad, para cumplir con el algoritmo de funcionamiento de la máquina, debe ser equivalente por lo menos a la mitad de la velocidad lineal del mandril, por lo que se considera un rango de valores de 30 a 45 m/min y en base al mismo análisis de la velocidad de bobinado pero considerando el radio del piñón en esa transmisión se determina que el rango para este eje está entre 96rpm y 144rpm (debe girar más rápido porque el radio es menor) Tiempo de bobinado Es el tiempo que tarda la máquina en bobinar un tanque de 1m de diámetro por 1.50m de altura. Los metros de fibra enrollados por minuto se obtienen a partir de la velocidad máxima de bobinado y su valor equivale a 90m/min. La empresa utiliza carretes con 5000m de fibra cuyo peso es de 21kg. Considerando la proporción de fibras-matriz orgánica, se determina la cantidad de filamento para bobinar un tanque y con esto el tiempo que se demora en cubrir la superficie del molde. El tiempo es de 1 hora con 4 carretes de filamentos, y aumenta 1 hora por cada carrete no utilizado, es decir, si bobinamos un tanque con 1 solo carrete de filamento como verán más adelante, el tiempo de bobinado asciende a 4 horas Selección de banda-polea para el eje de ojo El procedimiento de selección requiere el cálculo de la potencia y velocidad del sistema, a fin de seleccionar el perfil y dimensiones de la banda y poleas dentadas de perfil trapezoidal En base a un cálculo y la observación de valores en el gráfico que verán a continuación, se determinan las características de la transmisión para el eje de ojo. La transmisión seleccionada es una banda 285L050 (longitud 28.5", paso ligero y media pulgada de ancho) y 2 poleas 36L050 (36 dientes, paso ligero, media pulgada de ancho) Selección de banda-polea para el eje de rotación del molde El procedimiento de selecciónes igual que en el eje de ojo, pero en este caso necesitamos una transmisión de paso pesado: banda 750H100 (75" de longitud, paso pesado y 1" de ancho. Poleas: 36H100 (36 dientes, paso pesado y 1" de ancho) Selección de piñón-cremallera para el eje distribuidor Los parámetros necesarios para la selección del sistema de transmisión son la fuerza tangencial que actúa sobre el diente del piñón y la velocidad lineal de desplazamiento. COn estos valores vamos al gráfico que verán a continuación y seleccionamos el módulo de la transmisión. Con el módulo y los cálculos realizados, se selecciona la transmisión para este eje: Cremallera CKR-I-CTR-400-1920 (dentado recto, acero bonificado, agujeros de taladrado en línea recta, módulo 4 y longitud 1920mm), piñón PKR-III-400-25-2 (dentado recto, material cementado templado, módulo 4, 25 dientes y eje sólido). Selección de piñón-cremallera para el eje radial Se realiza el mismo análisis que para la transmisión del eje distribuidor. La cremallera es CKR-I-CTR-200-0550 (dentado recto, acero bonificado, agujeros de taladrado en línea recta, módulo 2 y longitud 550mm) y el piñón PKR-III-200-25-2 (dentado recto, material cementado templado, módulo 2, 25 dientes y eje sólido). Selección de cojinete de bolas de 1 hilera Este cojinete o rodamiento se selecciona en base al catálogo FAG, y en base a un procedimiento similar a los realizados anteriormente (calcular un par de valores de la máquina, compararlos en gráficos, tablas, obtener otros valores, seleccionar el elemento que cumpla con los criterios). El rodamiento seleccionado es el FAG 6010 con una capacidad de carga dinámica igual a 20.8kN Selección de chumaceras De acuerdo al diámetro del eje, tipo de chumacera requerida, características de sellado especial y capacidad de carga dinámica, se selccionan las chumaceras necesarias para acoplar los ejes de la máquina (UCP204D1) Diseño Electrónico Dispositivos de entrada y salida Selección de elementos para el eje de rotación del mandril El principio de funcionamiento del eje de rotación del mandril se basa en adaptar la velocidad de rotación mediante un motorreductor y controlarla por medio de un variador de frecuencia. Estos elementos son necesarios porque a diferencia de los otros ejes, el eje de rotación del mandril opera con carga variable, es decir que además de reducir la velocidad a un valor nominal, necesita controlar que ésta no cambie a medida que incrementa la carga. En base a la potencia requerida del motor, factor AGMA y velocidad nominal, selecciono un motorreductor compuesto por un motor trifásico ABB de 1hp que gira a 1700 rpm, y una caja reductora con factor 1/38, dando una salida de 44rpm. En cuanto al variador de frecuencia, se selecciona en base al comportamiento del torque en función de la frecuencia (torque hiperbólico en este caso, revisen la imagen de abajo), rango de variación de velocidad, información del motor, datos nominales de la red eléctrica, condiciones ambientales, control y monitoreo del equipo. El variador que utilizo es el IST230-T15B. Selección de elementos para el distribuidor móvil El funcionamiento del distribuidor móvil se basa en la rotación de un motor a pasos junto con el piñón para lograr el desplazamiento a través de la cremallera. De acuerdo con el cálculo, el torque a vencer es de 18.148Nm. Considerando que el motor trabajará al 60% de la carga máxima, el torque necesario es de 30.25Nm. En base al requerimiento, de acuerdo con el catálogo de motores a pasos de alto torque de JVL, se requiere un motor tipo modelo MST512, con un torque de 40Nm montado sobre una carcasa NEMA51 junto con el controlador 2DM2280 que facilita las salidas hacia el PLC. Selección de elementos para el sistema de avance radial De manera similar, el sistema de avance radial lleva un piñón que se acopla al motor a pasos para desplazar linealmente al homogeneizador de fibras hacia el centro geométrico del tanque a mecanizar. El torque a vencer es de 10.29Nm. Considerando que el motor trabaja al 60% de su carga máxima, el torque para seleccionar el motor es de 17.15Nm. En base al requerimiento, de acuerdo con el catálogo de motores a pasos de JVL, se requiere un motor tipo modelo MST431C213 , con un torque de 21Nm montado sobre una carcasa NEMA43 junto con el controlador 2DM2280 que facilita las salidas hacia el PLC Selección de elementos para el eje de ojo El movimiento del homogeneizador de fibras se basa en la rotación de un motor a pasos conectado a una polea dentada que, a través de una banda transmite el movimiento y permite que los filamentos roten una vez que el distribuidor móvil haya llegado a los extremos del tanque. El torque a vencer es de 0.011Nm de acuerdo con el cálculo. Considerando que el motor trabaja al 60% de su carga máxima, el torque para seleccionar el elemento es de 0.02Nm. En base al requerimiento, de acuerdo con el catálogo de motores a pasos de JVL, se requiere un motor tipo modelo MST171A02, con un torque de 0.13Nm montado sobre una carcasa NEMA23 junto con el controlador DM542D que facilita las salidas hacia el PLC. Selección del PLC Además de la selección de alternativas del subsistema C que les mostré anteriormente, los criterios específicos que necesito para seleccionar un modelo de PLC son los siguientes: • Cantidad de entradas/salidas disponibles: 24 • Comunicación RS485 para transmitir desde/hacia el HMI • Comunicación USB o ETHERNET para la programación del PLC • Voltaje de alimentación: 12/24V DC • Salidas de relé: 6 En base a los parámetros mencionados, el PLC elegido es un Controllino Maxi del fabricante austríaco CONELCOM Tabla de estados Esto quiere decir que la máquina no realiza ninguna acción mientras el interruptor esté apagado. Una vez encendido, la máquina funcionará siempre y cuando se encuentren posicionados el molde, filamentos y baño de resina, y se detendrá cuando haya finalizado el proceso o tan pronto se oprima el pulsador de emergencia. La ecuación booleana es esta: Diseño del sistema de control No noté hasta ahora que el post se está haciendo demasiado largo y teórico, incluso habiendo omitido los cálculos. Les prometo que a partir de ahora me voy a concentrar en poner más imágenes que texto. Esta etapa solamente les explico brevemente: defino el algoritmo general del proceso, el algoritmo de la máquina, se trata de un control en lazo abierto,. Realizo los diagramas de flujo y diseño el HMI. A continuación les dejo la pantalla principal del HMI. ETAPA 4: Construcción, pruebas, resultados Ya no voy a explicar mucho esta parte para intentar salvar el post (no, no sueldo así XD. Lo que pasa es que nadie me tomó una foto mientras estaba soldando la estructura y quise tener una para el recuerdo) programando la pantalla táctil por primera vez primera prueba de una secuencia de programación y comunicación entre PLC/HMI inicio del cableado, prueba de continuidad ubicando los elementos en la base para el gabinete de control. La pantalla debería ir afuera en un corte rectangular a la tapa del gabinete, sin embargo la puse adentro porque el ambiente en la empresa es muy hostil debido a los elementos que utilizan para llevar a cabo sus procesos. colocando las bases para empernar el gabinete de control pude haber pulido más la técnica de cableado, pero estaba en una carrera contra el tiempo y contra el estrés (se estaba acabando el tiempo, llevaba aproximadamente 8 meses desarrollando el proyecto y si me demoraba más de 1 año tenía que matricularme nuevamente en el último semestre de la facu. Eso no iba a suceder. para que el cableado móvil no toque el piso, más adelante lo distribuyo de otra forma. En teoría, si en este punto conectaba todo, los elementos del tablero debían encenderse y el sistema estaría listo para ser programado. Me disponía a enviar un código de prueba para ver si todo funcionaba: Probando el variador de frecuencia: Probando todos los elementos del gabinete a la vez: Pruebas programación eje distribuidor (todas las pruebas iniciales de programación consistían en rotar 1 revolución el motor de cada eje a una velocidad muy lenta; quería probar en primer lugar que los motores trabajen bien con carga, y en segundo lugar, al principio tenía un poco de temor porque importé los elementos más trascendentes que no había en mi país, así que no quería quemar nada). Pruebas de programación eje radial y eje de ojo: Luego de que todo funcionó como esperaba, empecé a programar una secuencia de bobinado helicoidal para un tanque, pero con el afán de no desperdiciar material, hice las pruebas utilizando en primer lugar una cuerda: (lo que ven encerrado en el círculo rojo son 2 pernos , las tuercas están soldadas, por lo que el movimiento de los pernos permite ajustar las chumaceras de modo que la banda no se desplace hacia los lados durante el proceso. Originalmente debí haber diseñado las poleas con una especie de canal o algo en lo que la banda no pueda desalinearse, pero no pensé en ello, y como las transmisiones constituyeron uno de los elementos más costosos del proyecto, preferí solucionar con los pernos. Ahora sí, pruebas de bobinado de un tanque con fibra de vidrio y resina termoestable preparada (con acelerador y catalizador) Tiempo de bobinado: 1 minuto Tiempo de bobinado: 5 minutos Tiempo: 30 minutos Tiempo: 1 hora Tiempo: 2 horas Tiempo: 3 horas Tiempo: 4 horas Desmontando: Dentro del protocolo de pruebas y validación de datos, todo aprobó como esperaba. La única prueba parcialmente aprobada fue la del contenedor de resina. Esto se debe a que, si bien el volumen del contenedor de resina es suficiente para llevar el total de la mezcla durante el bobinado, colocar todo al inicio ocasiona que en las etapas finales del proceso, el contenido restante empiece su período de polimerización, por lo que es preferible colocar la mezcla en dosis de 2kg a lo largo del proceso Gracias a todos por pasar, espero haberlos entretenido unos minutos con el post. ¿Qué pasó luego del proyecto? Me pidieron que realice 3 mejoras: que el cableado móvil no toque el piso, que el distribuidor móvil no cabecee al moverse, y que todos los ejes de movimiento tengan una desaceleración para que la máquina pueda detenerse más suavemente. El cableado lo solucioné con una configuración diferente y canaletas. El cabeceo del distribuidor lo solucioné restringiendo todos los movimientos que no debía tener; para ello me construí una especie de guías lineales. Finalmente, para lo de la aceleración tenía que enviar otro tipo de señales a los controladores así que lo solucioné como todo un niño rata: partiendo de la definición más básica de aceleración (cambio de velocidad en un tiempo) y lo solucioné desde la programación. Luego de eso logré graduarme y demostrar que si un virgo de taringa es lo suficientemente persistente, puede cumplir sus propósitos y objetivos. Saludos linces!
Hola colegas el día de hoy les traigo una interesante demostración matemática. Es bastance sencilla, empecemos: Partimos de la igualdad 5=5 Hasta ahí no hay ningún problema. Ahora, elevando al cuadrado ambos miembros se tiene: 25=25 Si a ambos miembros de la ecuación les restamos 25 se tiene lo siguiente: 25-25=25-25 Aquí es donde viene el truco, presten atención. Al lado izquierdo de la ecuación voy a aplicar una diferencia de cuadrados, en cambio, al lado derecho aplico factor común (el número 5 será el factor común). De esta manera se tiene la expresión: ((5^2)-(5^2))=5*(5-5) Resolviendo la diferencia de cuadrados de la izquierda se tiene lo siguiente: (5+5)*(5-5)=5*(5-5) Dada esa ecuación, es factible simplificar el término (5-5) y se tiene lo siguiente: (5+5)=5 Por lo cual podemos concluir que 10 es igual a 5. Esto se puede aplicar para todo número. Usé el 5 para dar un ejemplo didáctico, pero en general, tomando valores literales, se demuestra matemáticamente que todo número es igual a su doble. Espero que les haya gustado, comenten, califiquen, recomienden y seguiré posteando curiosidades del mundo matemático y en general para su entretenimiento!
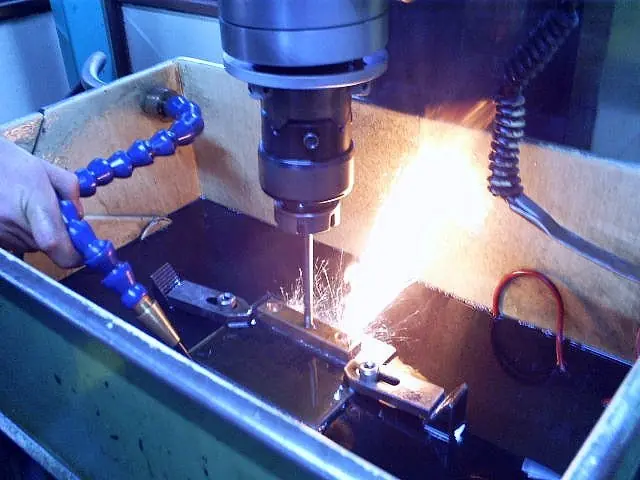
Bienvenidos Procesos de Mecanizado no Convencionales Antes de definir a los procesos no convencionales, debemos entender cuáles son los convencionales para aprender a diferenciarlos. Los procesos de mecanizado convencionales son los que actúan sobre el material por remoción de viruta, abrasión o micro virutas (por ejemplo: torneado, fresado y taladrado) Por otro lado, los procesos de mecanizado no tradicional no involucran solamente las herramientas punto a punto o multipunto, sino que también incluyen fuentes de energía química, eléctrica y de haces de alta potencia (como el láser que la mayoría conoce). ¿Cuándo utilizar procesos no convencionales? Cuando el material a ser mecanizado es muy duro (dureza mayor a 40HB) Cuando la pieza es demasiado flexible, delicada o difícil de sujetar. Cuando la geometría de la pieza es muy compleja. Cuando se requieren tolerancias y acabados superficiales especiales. Cuando se requiere minimizar el efecto térmico de la pieza Algunos ejemplos de mecanizado no convencional que analizaremos en este post Electroerosión También conocido como mecanizado por descarga eléctrica (EDM por su acrónimo en inglés "Electric Discharge Machining" Consiste en la generación de un arco eléctrico entre una pieza y un electrodo en un medio dieléctrico, para arrancar partículas de la pieza hasta conseguir reproducir en ella las formas del electrodo. Tanto la pieza como el electrodo deben ser conductores, para que se pueda producir el arco eléctrico que provoca el arranque del material. Es un proceso no convencional porque no corta la pieza por métodos mecánicos sino por un efecto erosivo termoeléctrico (la eliminación del material se da por una serie de pulsos eléctricos generados miles de veces por segundo desde una fuente de potencia hasta un electrodo). Electroerosión por penetración (SEDM) Electroerosión por hilo (WEDM) Otros procesos con electroerosión: Mecanizado por micro electroerosión (MEDM), taladrado y fresado por electroerosión, y rectificado por electroerosión con hilo (WEDG) Mecanizado Electroquímico (ECM) El ECM (Electro Chemical Machining) es una tecnología importante cuando la forma del material es muy compleja. El arranque del material se debe a un proceso de disolución gracias al cual en la pieza no se genera ningún tipo de estrés residual. La temperatura de trabajo es inferior a 100K y la herramienta (contra electrodo) no sufre desgaste. El proceso se realiza mediante una corriente eléctrica que circula desde la pieza (ánodo) hacia la herramienta (cátodo) a través de una solución electrolítica. Gracias a dicha corriente se consigue eliminar el material sobrante por disolución molecular del mismo, y las partículas del material disuelto son filtradas para conservar las características del electrolito. Rectificado electroquímico Fresado químico (CM) Mecanizado por ultrasonido (USM) También conocido como rectificado por impacto ultrasónico, es un método en el que se emplea una herramienta y abrasivos sueltos. Se hace vibrar la herramienta a una frecuencia ultrasónica y ésta arrastra a los abrasivos generando una rotura frágil en la superficie de la pieza. Algunas ventajas de este proceso son la reducción de esfuerzos cortantes, superposición de movimientos para generar mayores tasas de arranque y un gran acabado superficial (rugosidades menores a 0.2um). Mecanizado por haz de rayo láser (LBM) Se basa en la generación de un rayo láser de alta potencia que es dirigido contra la pieza y focalizado mediante un sistema de espejos. En la zona de incidencia del láser se consigue una elevada densidad de potencia que produce la volatilización del material. El rayo láser erosiona el material en múltiples capas, obteniendo de este modo la geometría y profundidad requerida. Mecanizado por haz plasma (PBM) El fundamento de este proceso se basa en elevar la temperatura del material a cortar de una forma localizada y por encima de los 30000ºC, llevando al material al "cuarto estado de la materia" (el plasma), estado en el que los electrones se disocian del átomo. El proceso consiste en provocar un arco eléctrico estrangulado a través de la boquilla del soplete, la cual es sumamente pequeña y es por eso que concentra energía cinética del gas empleado, ionizándolo, y por polaridad adquiere el "poder" de cortar. Mecanizado por haz electrones (EBM) En lugar de hacer saltar arcos eléctricos, este método emplea un haz focalizado de alta velocidad de electrones, el cual funde y vaporiza el material. Una aplicación es la soldadura por haz de electrones Mecanizado por haz iones focalizados (FIB) Tecnología de mecanizado en la que la punta de la broca es reemplazada por un haz de iones altamente energéticos. Se empla una fuente líquida de iones metálicos. Los iones son dirigidos y focalizados desde una fuente de plasma sobre la superficie donde se elimina la materia Mecanizado por chorro de agua (AWM) El agua, presurizada a niveles muy altos y canalizada a través de orificios muy pequeños, es capaz de cortar de forma muy precisa casi todos los materiales. El corte de agua (AWM, Abrasive Waterjet Cutting) es uno de los procesos de mecanizado de mayor crecimiento. Mecanizado por chorro de abrasivos (AJM) El AJM (Abrasive Jet Machining) es una operación de acabado en la que se elimina el material a merced de la acción abrasiva de un chorro de gas, cargado de partículas de polvo abrasivo fino. El proceso consiste en apuntar un chorro de alta velocidad del gas elegido con las partículas mencionadas. El choque genera una fuerza concentrada apta para cortar o erosionar materiales. Mecanizado por flujo de pasta abrasiva (AFM) Este es nuestro último proces. Aquí las capas que durante el proceso de EDM resulten afectadas por el proceso térmico, son eliminadas, se minimiza su aspereza superficial y todos los tipos de geometrías se pulen hasta un acabado de espejo en cuestión de minutos. Gracias por pasar Más información sobre detalles de los procesos, AQUÍ Visita mis otros aportes
Bienvenidos Volumen de trabajo de robots manipuladores Entre los robots considerados de mayor utilidad actualmente se encuentran los robots industriales o manipuladores. La definición más aceptada para este tipo de robots suele ser la que plantea la Asociación de Industrias de Robótica (RIA, Robotic Industry Association): "Un robot industrial es un manipulador multifuncional reprogramable, capaz de mover materias, piezas, herramientas o dispositivos especiales, según trayectorias variables, programadas para realizar tareas diversas". La Organización Internacional de Estándares ISO plantea una definición ligeramente modificada: "Manipulador multifuncional reprogramable con varios grados de libertad capaz de mover materias, piezas, herramientas o dispositivos especiales, según trayectorias variables, programadas para realizar tareas diversas". Un robot manipulador consta de una secuencia de elementos estructurales rígidos, denominados "eslabones" conectados entre sí mediante juntas o "articulaciones" El volumen de trabajo se refiere al espacio máximo sobre el que puede actuar el robot manipulador, es decir, la relación entre las dimensiones del robot y los límites que puede alcanzar en el espacio. Las articulaciones del robot pueden ser: Lineal (deslizante, traslacional o prismática), si un eslabón desliza sobre un eje solidario al eslabón anterior. Rotacional, en caso de que un eslabón gire en torno a un eje solidario del eslabón anterior. Los distintos tipos de articulaciones en el robot generan una clasificación general de la que se puede obtener el volumen de trabajo para cada caso particular: Esta es una clasificación que incluye la estructura cinemática del robot: Les dejo algunos videos interesantes link: https://www.youtube.com/watch?v=O3XyDLbaUmU link: https://www.youtube.com/watch?v=lv6op2HHIuM link: https://www.youtube.com/watch?v=NJIgQjKDVUg link: https://www.youtube.com/watch?v=Nrea-6JYXmM Gracias por pasar Visita mis otros aportes AQUÍ