arieles44
Usuario (Argentina)
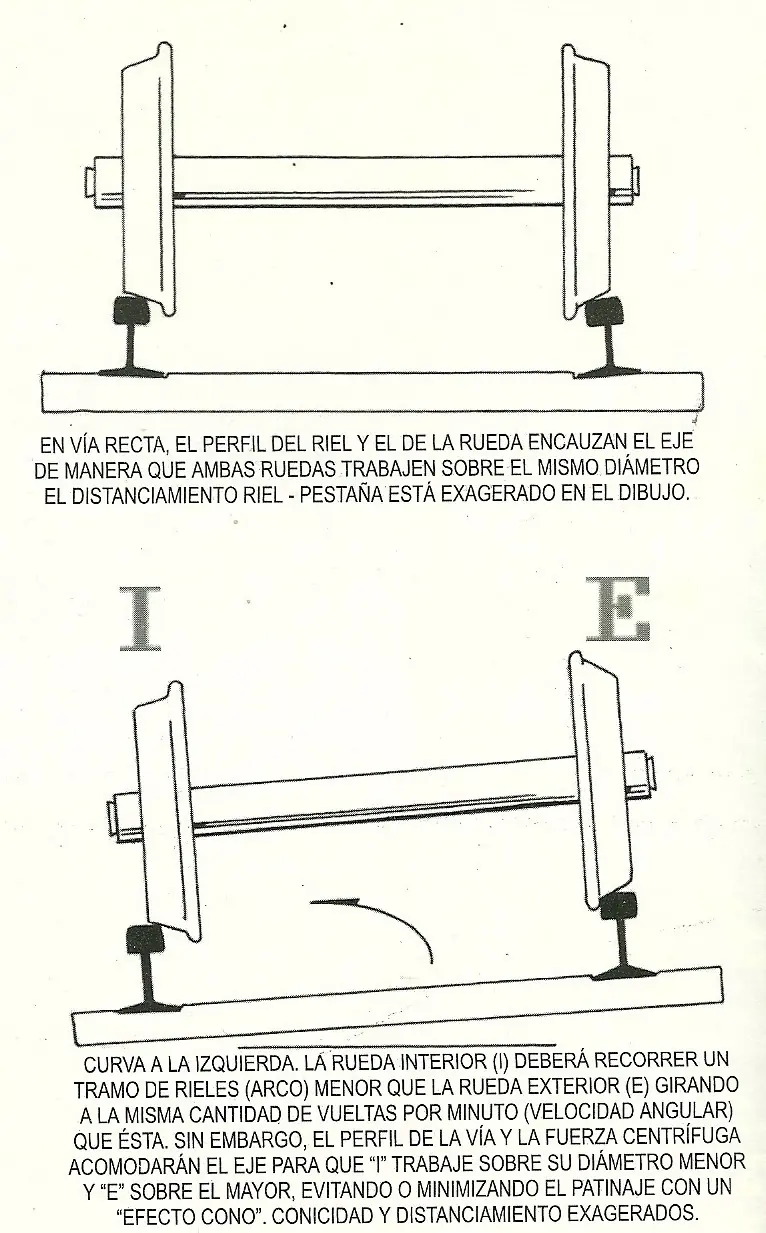
Muchos habrán oído hablar de los tornos bajo piso (aunque no son el único tipo), usados por los ferrocarriles para el torneado de las ruedas del material rodante. Ahora bien, ¿para qué tornear las ruedas de los coches, vagones y locomotoras? Bueno, la superficie de rodamiento de las ruedas no es recta, sino que presentan una conicidad entre la pestaña y los flancos (´´bordes´´) de la rueda. Esta conicidad y esta pestaña tienen una intrínseca relación y un propósito conjunto muy específico y muy cuidado para lograr una marcha segura, tanto en rectas como en curvas y cambios. Esta ´´pareja´´ es la responsable de que el tren ´´doble´´ en las curvas sin salirse de la vía como un caballo desbocado, justamente por el efecto de la conicidad, que lo guía suavemente, pero que a su vez ´´empuja´´ contra la curva a la rueda externa, entrando en juego la pestaña, soportando toda la fuerza centrífuga. La rueda del lado interno de la curva gira sobre su menor diámetro (recordemos la conicidad), en tanto que la externa sobre su mayor diámetro; por esta razón siempre se debe ensanchar la trocha (sobretrocha) en las curvas, dependiendo del radio de la misma, los milímetros a ensanchar, y darle juego a las ruedas para acomodarse y girar. Valores de ensanchamiento para trocha de 1.676 mm Radio de curva Sobretrocha 125 mts 1.691 mm 150 mts 1.689 mm 200 mts 1.686 mm 400 mts 1.679 mm Una vez en una recta, ambas ruedas encausarán en su diámetro medio, evitando desplazamientos horizontales. Esto es básicamente el principal trabajo de la rueda del tren. Que gire es un mero detalle. La importancia de la geometría de las ruedas rige la buena inscripción en curvas, como se describió anteriormente, pero también la buena rodadura, evitando desgastes que comprometan a la pestaña de la rueda. La conicidad de la banda de rodadura está establecida en un valor de 1 en 40, o sea, 1 pulgada de inclinación en 40, o bien, 24,4 mm en 1.016. En nuestro país la norma FAT MR-704, establecida por Ferrocarriles Argentinos en 1983 y avalada en la actualidad por la CNRT, es la que establece la geometría de las ruedas, dando los valores ideales y los límites por debajo de los cuales se deben retirar de servicio, como así también con cuales valores deben reponerse a las mismas. Las medidas que se establecen en la norma pueden tomarse de la rueda ´´in situ´´, por medio de calibres especiales y plantillas. También hay otras normas relacionadas a este tema, como la MR-703 que establece la inspección y degradaciones frecuentes del perfil de rodadura, y las normas MR-600, MR-601, MR-602 y MR-603 que tratan las nomenclaturas de partes de la rueda. Norma FAT: MR-704 GEOMETRIA DE LOS PARES MONTADOS DE RUEDAS NUEVOS, REHABILITADOS Y EN SERVICIO TROCHAS 1676, 1435 Y 1000 mm DEFINICIONES La nomenclatura de partes de los ejes y ruedas se establece en los dibujos NEFA Nros. 910, 912, 920, 925,926. La nomenclatura de partes del perfil de rodadura de las ruedas se establece en el dibujo NEFA 911. Par montado de ruedas (Par) Es el conjunto armado constituído por un eje y dos ruedas del material rodante, caladas en el mismo. Perfil de rodadura Nomenclatura de partes del perfil de rodadura El siguiente contorno indica el Perfil de rodadura propiamente dicho, el Perfil normal y el Perfil económico Es la línea de contorno exterior de la sección de la banda de rodadura determinada por un plano axial de la rueda. Perfil normal Es el que corresponde a la rueda nueva o reparada a nueva. Perfiles económicos Son los derivados de autorizar ciertas variantes sobre el normal, con el objeto de disminuir el mecanizado de los perfiles gastados, al proceder a repararlos. Estos perfiles derivan de trasladar paralelamente en el sentido de la línea de atrochamiento, la porción BGC del perfil normal de rodadura (NEFA 706). Perfiles gastados Son los que adopta la banda de rodadura como consecuencia del uso. Video en donde en el minuto 4:27 podrán apreciar el altísimo desgaste que presentan las ruedas del par montado. Nomenclatura de partes de la rueda Ancho de la pestaña (p) Es la distancia entre los carpaneles de la pestaña medida sobre la línea de atrochamiento (NEFA 706 y NEFA 911). Testigo Resto de superficie gastada del perfil de rodadura ubicado en el carpanel exterior de la pestaña y por encima de la línea de atrochamiento, que puede dejarse visible después de recuperar el perfil por mecanizado. Circunferencia de rodadura Es el lugar geométrico de los puntos de rodadura a una distancia determinada y constante del flanco interno. Aplanadura o Planchadura Es el plano localizado de una banda de rodadura, mensurable por la cuerda máxima que determina en la pista de rodadura. Altura de la pestaña (h) Es la distancia entre la cima de la pestaña y el punto de rodadura (NEFA 911). Inclinación del carpanel exterior (QR) Es la diferencia de distancia respecto del flanco externo del perfil los puntos C y G (situado 2 mm debajo de la cima) (NEFA 706). Diámetro de las ruedas Es el medido sobre la circunferencia de rodadura de las ruedas. Excentricidad Es la mitad de la diferencia expresada en mm de las lecturas máximas de comparador, cuyo extremo móvil permanece en contacto con la circunferencia de rodadura o del muñón, cuando el par montado gira entre puntos 360°. Ovalización Es la diferencia entre los diámetros máximo y mínimo de una rueda o muñón, medidos sobre un plano normal al eje del par montado. Diámetro medio Es la mitad de la suma de los diámetros máximo y mínimo de una rueda o muñón, medidos sobre la circunferencia de rodadura o un plano circular del muñón respectivamente. Conicidad Diferencia de los diámetros máximo y mínimo tomados a lo largo de dos generatrices diametralmente opuestas. Atrochamiento interno del par (Ai) Es la diferencia entre los flancos internos de las bandas de rodadura de ambas ruedas (NEFA 921). Atrochamiento activo del par (Aa) Es la diferencia entre carpaneles externos (Activos) de las pestañas, medido a nivel de la línea de atrochamiento del perfil (NEFA 921). Vuelo Diferencia expresada en mm entre las lecturas máximas y mínima de un comparador cuyo extremo móvil permanece en contacto con el flanco interno de las ruedas, sobre una circunferencia de Ø igual al de la circunferencia de rodadura incrementada entre 10 y 20 mm. Espesor de la banda de rodadura Es la medida entre el punto de rodadura del perfil y la circunferencia base. Disimetría del par nuevo Es la diferencia de distancia entre el flanco interno de las ruedas y el borde formado por el radio de acordamiento del muñón con el asiento del guardapolvo C-C’ (NEFA 921). Saliente por laminación de banda Es la arista circular que avanza sobre el flanco externo de la banda de rodadura y que es producida por un efecto de laminación al rodar ésta sobre el riel. Arista viva Es un replegamiento percusivo localizado y superficial del carpanel exterior de la pestaña, que deja una arista o filo. Fisura Es toda solución de continuidad metálica visible en cualquier zona de la superficie del par montado. Cuando la misma no afecta a toda la sección resistencia metálica, puede ser con o sin separación de bordes. Rotura Es la fisura que afecta a toda la sección metálica. Falla Es toda discontinuidad que no aparece en la superficie del metal. Inclusiones Es el defecto metalúrgico consistente en la existencia de partes heterogéneas incluídas en el metal. Exfoliación Es un solapamiento de láminas de metal sobre su superficie original, producido por el efecto térmico y/o mecánico durante el uso. Acanaladura circular Es el desgaste anular sobre la parte central de los ejes o las pistas de rodadura. Decalaje Es el desplazamiento relativo de las ruedas o centros, respecto del eje y/o de las llantas sobre los centros. Llanta floja Es la que permite desplazamientos sobre su centro de rueda o que evidencia óxido en su portada de calaje, caracterizándose por un sonido carente de resonancia al golpearla con un martillo. Rotura y/o fisuras Un par montado será retirado de servicio si: a) La pista de rodadura presenta fisuras o roturas tanto transversales como longitudinales. b) El velo de las ruedas o centros de rueda enterizas presentan fisuras radiales de más de 20 mm de longitud o circunferenciales de más de 1/10 de la circunferencia que pasa por ella. c) Que existan fisuras en los conos interior o exterior de las ruedas. d) Que existan fisuras en los talones interior o exterior de la llanta. e) Que exista rotura o fisura en el aro de contención de la llanta. f) Que en ruedas de rayos exista rotura o fisura de algunos de los rayos. g) Que existan fisuras sobre la parte central del eje. h) Que existan fisuras circulares aún incipientes en las proximidades de las portadas de calaje de las ruedas. Fallas e inclusiones Toda vez que un par montado es retirado del vehículo para rehabilitación, se deberá investigar la existencia de fallas, inclusiones y fisuras por magnetoscopía o ultrasonido en los ejes y bandas de rodadura especialmente, pudiendo utilizarse como alternativa de la revisión magnetoscópica técnicas de detección de fisuras por tintas penetrantes en los velos de ruedas y centros de ruedas. La fecha de próxima revisión por ultrasonido se hará coincidir con la de entrada a Taller para mantenimiento programado. Exfoliacion En pares a reponer en servicio o rehabilitados, no se admitirán rastros de exfoliación. Estos deben haber sido eliminados totalmente por mecanizado, siempre que las dimensiones lo permitan. En pares en servicio serán admitidas exfoliaciones sin desprendimiento. Toda vez que resulten visibles cavidades por desfoliación deben ser retirados de servicio. Acanaladuras circulares Serán admitidos en servicio los pares que pudieran presentar acanaladuras sin aristas vivas, producidas por rozamientos de cuerpos metálicos semi desprendidos del vehículo en los ejes siempre que ellas: a) Estén en la parte central de los ejes. b) Que no presenten fondos agudos. c) Que la profundidad no supere 2,5 mm. En ejes rehabilitados sólo se admitirán acanaladuras de 2,5 mm de profundidad de fondo plano cuyos enlaces de flancos serán curvas de radio no inferior a 5 mm, siempre que la acanaladura esté ubicada en la parte central de los ejes. Decalaje y llantas flojas Toda vez que se constate la existencia de decalaje de ruedas y/o centros de rueda, se deberá retirar el par montado de servicio. Toda vez que se constate la existencia de decalaje, giro o flojedad de llantas se deberá retirar el par de servicio. Toda vez que se constate falta, avería, fisura o rotura del anillo de contención, se deberá retirar el par montado de servicio. Manguito a rodamiento Toda vez que se constate funcionamiento ruidoso o la existencia de fisura en las pistas, flojedad o rotura de retenes con pérdida de grasa de los manguitos a rodamiento, se deberá retirar el par de servicio. Cuando haya engranamiento o signo de calentamiento, golpes, etc., del rodamiento. Falta del tapón frontal y/o de rebase del engrase. Causas varias Serán causal de retiro preventivo de servicio del par montado las siguientes circunstancias: a) Que el par montado haya sufrido las consecuencias de un descarrilamiento o choque. b) Que haya sufrido las consecuencias de un incendio. c) Si faltare el collar identificatorio, se verificará la fecha de ingreso a Taller o Desvío del vehículo para reparación programada, de estar ésta vencida se retirará el par de servicio, caso contrario continuará en servicio hasta la próxima fecha de reparación del vehículo, en que será repuesto el collar identificatorio. d) Que estén vencidas las fechas de próxima relubricación y/o revisión por ultrasonido. FAT:MR-703 INSPECCION DE LAS DEGRADACIONES MAS FRECUENTES DEL PERFIL DE RODADURA DE LAS RUEDAS Y LLANTAS DEL MATERIAL RODANTE Existe una detallada clasificación de las fallas metalúrgicas, desgastes y degradaciones más comunes observables a simple vista en el perfil de rodadura de las ruedas y llantas del material rodante. A través de la norma MR-703 se define el grado de peligrosidad y características de las fallas que obligan a retirar del servicio la rueda o llanta en la que se encuentran. Así como también determina las condiciones de recuperación del rodado con fallas. Definiciones y caracterización Piel de sapo Constituída por una red de finas grietas de cualquier orientación que se asemejan en su aspecto a la piel del sapo. Se localizan normalmente en la pista de rodadura, (DEF según Plano NEFA 911/1), de ruedas no templadas. Se las supone originadas por la combinación del arrastre mecánico del material, producido por la zapata y el recalcado del mismo, impuesto por la rodadura. Al no ser detectables en ellas estructuras de temple o temple y revenido se evidencia que en su formación no se alcanza la temperatura de transformación del acero. Estas grietas progresan lentamente por fatiga bajo un ángulo aproximado de 45° (normalmente) y no superan generalmente los 0,5 mm de profundidad. A veces el rumbo es cambiante, y observadas microscópicamente parecen soldaduras de metal. Pueden dar eventualmente lugar a una desintegración más o menos lenta de la pista de rodadura por separación de escamas. Grietas térmicas Se trata de fisuras normalmente no concatenadas, de disposición predominantemente transversal y paralela. Se localizan en cualquier punto del perfil de rodadura y se les reconoce un origen primariamente térmico, completado en la zona de la pista por el recalcado mecánico. Según su ubicación en el perfil de rodadura se los clasifica en: a) De pestaña, normalmente sólo detectables en ruedas frenadas con zapatas con cubre pestañas. b) En el chaflán externo (comunes en ruedas frenadas por zapatas apoyando parcialmente fuera de la banda de rodadura. c) De bandas de rodadura. Las grietas tipo a) y b) son las más peligrosas, ya que se dan en zonas del perfil de rodadura en que simultáneamente, por efecto de los frenados intensos, aparecen tensiones residuales de tracción en el metal, que las hacen progresar en forma de fracturas radiales, que pueden llegar a romper bruscamente la rueda. Las grietas de banda de rodadura no revisten la peligrosidad de las anteriores, ya que las tensiones residuales generadas por el frenado, en esa zona, son de compresión. Estudios realizados permiten comprobar que normalmente, la progresión de esas grietas es lenta y que su profundidad no supera los 3 a 4 mm debido a que por acción de las altas presiones originadas en la elipse de Hertz (contacto rueda/riel) provocan una evolución por fatiga, paralela a la banda de rodadura, (en forma de “T” invertida. No obstante lo expuesto, el fenómeno anterior lleva a la progresiva degradación de la banda de rodadura por exfoliación , que obligan en el retorneado a mecanizar arduamente las ruedas para recuperarlas. Planchaduras. Este defecto originado por patinaje de la rueda cuando el freno bloquea la normal rodadura de la misma, origina, además del desgaste, una fuerte y rápida elevación de la temperatura, que alcanza rápidamente la temperatura crítica de austenización del acero, y eventualmente llega a temperaturas de plasticidad del acero. El rango de temperatura al que se alcanza determina dos tipos de planchaduras. a) Con estrías longitudinales formadas a menos temperatura. b) Con lengüetas de material fluido por efecto de la alta temperatura generada. En ambos tipos, aparecen en la zona planchada, grietas de temple y estructuras martensíticas, de alta dureza, que se distribuyen, en el caso a) especialmente en los bordes de la planchadura, y en el b) en casi toda la superficie perturbada, lo que dificulta el proceso de recuperación del rodado por torneado. Instrumentos de medición de ruedas Aparato para medir altura y ancho de pestañas Instrumento de medición de distancia entre flancos de ruedas del par montado Comparador de diámetros de ruedas Inspección láser de ruedas La triangulación laser puede ser utilizada también en la inspección de ruedas de trenes. Utilizando un láser de múltiples líneas y cámaras de alta velocidad el sistema láser es empleado para medir parámetros geométricos de los bordes de las ruedas (espesor, conicidad y altura de la pestaña) y el grosor de la llanta, obteniendo un perfil total de la superficie de la rueda. La inspección basada en láser ofrece el más alto nivel de precisión y repetitividad en las mediciones en movimiento tanto en baja como en alta velocidad. El sistema laser es fijo y se posiciona al lado de la vía de forma que el laser cubra la totalidad de la rueda. Cuando pasan los trenes por el sistema se encarga de hacer las capturas para la inspección de todas las partes de la rueda. Tablas de valores de dimensiones de los pares montados de ruedas nuevos, rehabilitados y en servicio Ahora sí, cómo se tornean las ruedas Hay varias maneras y distintos tornos para realizar el torneado de las ruedas: Torno bajo piso Torno de ruedas Y otros más rudimentarios pero no menos efectivos Bueno, ahora podemos llegar a la conclusión de que no sólo el estado de la vía es causal de descarrilamiento y que una rueda fuera de norma nos puede jugar una mala pasada y sacarnos de la vía tranquilamente. Espero que les haya gustado. FUENTES Normas FAT MR-601 MR-703 MR-704 Revista Todo Trenes n° 22 http://blog.infaimon.com/2013/06/aplicaciones-de-vision-artificial-3d-de-inspeccion-de-carreteras-y-sistemas-ferroviarios/

Muchos conocemos a EMD (Electro Motive Division) de General Motors como el mundialmente exitoso y archiconocido fabricante estadounidense de locomotoras diesel eléctricas. Acá mismo tenemos unos cuantos modelos y hasta los hemos fabricado bajo licencia, como las G22 y GT22, o las cuatro G22W-2 para Irán y una SW1500 para Sudáfrica a principios de 1990. Pero lo que muchos no sabrán es que EMD llegó a fabricar locomotoras eléctricas para Canadá y Estados Unidos. No fueron muchas, no fueron lo que se dice un éxito de ventas, e incluso hasta algunas no pasaron de prototipos que por circunstancias concretas y específicas no se pudieron desarrollar. Y con esta introducción doy paso a conocerlas. Las eléctricas de GM SW1200MG La locomotora modelo SW1200MG fue la primera locomotora eléctrica construida por General Motors EMD. Fue producida entre 1963 y 1971. El diseño básico de esta locomotora se toma de la locomotora diesel de maniobras SW1200, en la que el motor diesel es sustituido por un grupo motor-generador, de ahí el sufijo MG en el número de modelo. El arreglo de ruedas es el clásico norteamericano Bo Bo, o sea de 4 ejes. Estas locomotoras trabajan con una tensión de 2300 V y 60 Hz, tomándola por catenaria y como característica principal es que se operan con control automático sin conductor. Sólo se fabricaron nueve unidades y para un solo cliente: Iron Ore Company of Canada (COI). Y toda la flota fue reconstruida entre 1995 y 2001 por Ateliers Wood. EMD AEM-7 El modelo AEM-7 es una locomotora eléctrica de doble cabina operada por el ferrocarril público de pasajeros Amtrak de Estados Unidos en el Corredor Noreste entre Washington DC y Boston y en el Corredor Keystone entre Filadelfia y Harrisburg en Pensilvania. Fueron construidas por Electro Motive Division, de GM y ASEA de Suecia, entre 1978 y 1988. Algunas de sus principales partes y componentes fueron diseñados en Suecia por ASEA. Hay dos versiones de la AEM-7: la AEM-7DC original que tiene equipos de tracción de CC y la AEM -7AC modificada en 2000 que utiliza equipos de tracción de CA. Con un peso de 101 toneladas y 7.000 Hp de potencia puede alcanzar una velocidad máxima de 125 mph. Sus medidas son de aproximadamente 15,69 mts de largo y 3,81 mts de altura. Entre los aficionados, es conocida coloquialmente como "albóndiga sueca" o "tostadora" debido a su país de origen y su diseño compacto, cuadrado. Foto de Gary Dolzall En 1978, la División de Electro-Motive de General Motors (EMD) comenzó su producción. Las primeras carrocerías fueron fabricadas por Budd Company, y los motores eléctricos, bogies y algunas piezas mecánicas se importaron de Suecia. La primera AEM-7 entró en servicio en 1979. Consola o pupitre de control, original Entre 1980 y 1982, 46 AEM-7 más entraron en servicio. Esto ayudó a retirar definitivamente a las GG1 del servicio regular. Amtrak ordenó siete más AEM-7 en 1987 las cuales terminaron de entregarse en 1988. AEM-7 AC En la década de 2000, Amtrak y Alstom se asociaron para reconvertir los sistemas de tracción de 29 AEM-7 a CA. Alstom proveyó los equipos y sistemas de tracción y de potencia auxiliar, en tanto que Amtrak reconfiguro las carrocerías y bogies, llevo a cabo la instalación de nuevo cableado y consolas de control en la cabina. El resultado final fue unidades reacondicionadas que requerirán menos mantenimiento, mayor fiabilidad y también podrán remolcar trenes más largos. Datos complementarios Toma de corriente: Por catenaria Voltajes: AC 25kV/60Hz, 11kV/25Hz y 11-13.5kV/60Hz Arreglo de ruedas AAR: B-B Se decidió que todas las AEM7 serán retiradas de servicio antes de septiembre de 2015. Y un video de las AEM-7 link: https://www.youtube.com/watch?v=FYlQgtEEE0g GM6C Y GM10B Estos dos modelos nacen a partir de una situación concreta en los Estado Unidos a mediados de 1970 como oferta a una posible necesidad de servicios eléctricos. En ese momento, Estados Unidos atravesaba una crisis de combustibles debido a los altos precios del petróleo. Esta situación llevo a que los grandes ferrocarriles estadounidenses contemplaran la idea electrificar sus líneas con mayor tráfico. En tanto que el único de los grandes ferrocarriles norteamericanos con líneas de carga electrificadas, el Penn Central, tenía una flota de locomotoras ya envejecidas que necesitaban reemplazo. Las circunstancias cambiaron después de que la GM10B y GM6C se desarrollaron y produjeron, pero solo como locomotoras de ensayo. Los precios del petróleo disminuyeron y los ferrocarriles de carga perdieron el interés en la electrificación, al tiempo que las locomotoras diesel incrementaban su potencias y adherencia, y los fabricantes ofrecían modelos más eficientes. Cuando las líneas de carga electrificadas pasaron a ser de tracción diesel hacia el final de la crisis energética de la década de 1970, los ferrocarriles se olvidaron de estas dos máquinas y fueron devueltas a GM, quien tiempo más tarde las terminó desguazando a mediados de 1980 en su planta de La Grange, Illinois. GM6C Foto de Tom Trencansky La EMD GM6C se trató de una locomotora eléctrica experimental de gran potencia (6000 HP) producida por EMD en 1975 en colaboración con ASEA de Suecia. Se diseñó como una locomotora para servicios de carga de baja a mediana velocidad. En este prototipo se uso el mismo bastidor y bogies HTC de tres ejes que en la SD40-2 y alimentación a través de dos pantógrafos. También operaba con freno dinámico. Se llegó a producir sólo una locomotora de su clase en la planta de La Grange, Illinois en mayo 1975 con el numero 1975 y luego numerada como 4975. Especificaciones Largo 20.98 mts Ancho 3.05 mts Alto 4.51 mts, con los pantógrafos rebatidos Peso 165,561 kg Voltaje : 11 Kv 25 Hz y 25Kv 60 Hz Moto generador EMD D79MA75 Motores de tracción 6 EMD E88 Esfuerzo tractivo inicial: 57.191 KGS Esfuerzo tractivo Continuo: 19,971 KGS En el siguiente video( perdon por la calidad pero es lo único que había) de una GM6C aun sin renumerar. link: https://www.youtube.com/watch?v=PZ0VpmSVZ-A GM10B La GM10B al igual que la GM6C fue una locomotora eléctrica prototipo bi tensión para tareas de carga construida por EMD de General Motors en colaboración con ASEA de Suecia. Fue construida en la planta de GM-EMD en La Grange, Illinois entrando en servicio en agosto de 1976 numerada como 1976 y luego renumerada como 4976. Gran parte del diseño y la tecnología fue provisto por ASEA, como los bogies y la opción de configuración Bo Bo Bo y los motores de tracción. El producto final fue una locomotora diseñada para servicio de carga de alta velocidad con una potencia de 10.000 HP. Sólo fue fabricada una sola unidad experimental que corrió igual suerte que su hermana GM6C. Especificaciones Largo 22.35 mts Ancho 3.13 mts Alto 4.83 mts, con los pantografos rebatidos Voltaje: 11 Kv 25 Hz y 25 Kv 60 Hz Moto generador EMD D79MA75 Motores de tracción 6 ASEA LJH108-3 Esfuerzo tractivo inicial: 51.744 kgs Esfuerzo tractivo continuo: 44.936 kgs Y sus últimos días en la playa de desguace en La Grange. GF6C La vida de esta locomotora ya es otra historia comparada con la GM6C y La GM10B en cuanto a que no fue un prototipo sino que se produjeron siete unidades que han prestado servicio regular en servicio de cargas. Esta locomotora eléctrica fue construida por General Motors Canada Limited - División Diesel (GMDL-DD) en London, Ontario en colaboración con ASEA de Suecia, basándose, como en el pasado, en su amplia experiencia en locomotoras eléctricas, para diseñar, construir y entregar una flota de locomotoras eléctricas a un transportista de carbón al norte de la Columbia Británica, en Canadá. Siete de estas locomotoras fueron construidas entre 1983 y 1984 para su uso en la subdivisión Tumbler Ridge que era una línea electrificada de BC Rail. La locomotora eléctrica resultante, oficialmente designada GF6C de 6.000 HP de potencia, fue construida en la planta de GMD en London, Ontario en un récord de 14 meses. La primera de siete locomotoras fue entregada a BC Rail el 18 de diciembre de 1983. Al igual que el prototipo GM6C, la GF6C utiliza el mismo bastidor que la SD40-2 como así también bogies HTC de 3 ejes. Pero externamente se diferencia del prototipo estadounidense en que ésta lleva una cabina ancha (diseño Cab wide) de tres parabrisas y una carrocería estilo carbody (como las F7, FPD-7, etc), o sea, sin pasillos a los costados. Algunas de sus dimensiones son 20.98 mts de largo y pesan 180.000 kgs. La GF6C era mecánicamente y eléctricamente idéntica a la GM6C. También estaban equipadas con pantógrafos de alta tensión diseñados por ASEA pero para trabajar con 50 Kv a 50 Hz. Pero la construcción interna y el cableado es de diseñó totalmente modular para facilitar las reparaciones y el mantenimiento. Los motores de tracción son EMD modelo E-88. La GF6C utiliza un frenado dinámico similar al de las locomotoras diesel-eléctricas. Las GF6C entregan 40.851 kgs de esfuerzo de tracción continua y pueden desarrollar una velocidad máxima de 90 kmh. Ubicación de los componentes Vista del ventilador y rejillas del freno dinámico La disposición de la cabina incluye un pupitre de control. Un control ´´Pacesetter´´ o ´´Control de paso´´ que se instaló para mantener una velocidad de marcha constante al realizar la carga y descarga de los vagones. La velocidad constante se mantenía independientemente de las condiciones de carga. A los diseñadores también se les ocurrió hábilmente que el control del acelerador fuera de 8 muesca o puntos, para dar a los maquinistas la misma"sensación" que en las locomotoras diesel-eléctricas. Los procedimientos de operación demostraron la sabiduría de este diseño. Como punto de referencia, las unidades EF del ferrocarril Milwaukee Road tenían un acelerador de 32 muescas. Interior de la cabina y vista del pupitre de control 1-Acelerador y freno dinámico 2-Freno automático 3-Freno independiente Gabinete eléctrico de la cabina Finalmente la línea no tuvo tanto el tráfico que se esperaba y por lo tanto no era lo suficientemente rentable como para mantener la electrificación. De esta manera las GF6C fueron retiradas de todo servicio en el año 2000. Pero en 2004, la familia de D. Paul Roy compró una de las locomotoras, la 6001, y la donó al Museo Ferroviario y Forestal Prince George en Prince George; mientras que las seis locomotoras restantes fueron desguazadas, la 6001 está actualmente conservada y en condiciones. Según el curador del museo y gerente del parque, todavía es operable si se les proporciona 50 kV de electricidad. GF6C 6001 preservada Y para terminar, un video de las GF6C link: https://www.youtube.com/watch?v=JVJzB-lm2Q4 ------------------------------------------------------------------------------------------------------------------------ Esto ha sido todo. Quizá algunos ya lo sabían, tal vez otros no. El gigante de las locomotoras diesel eléctricas, también produjo, con menos éxito, locomotora eléctricas. FUENTES http://en.wikipedia.org/wiki/GMD_SW1200MG http://history.amtrak.com/blogs/blog/digging-into-the-archives-the-aem-7-locomotive http://locomotive.wikia.com/wiki/EMD_GM6C http://en.wikipedia.org/wiki/EMD_GM10B http://en.wikipedia.org/wiki/GMD_GF6C http://www.oil-electric.com/2009/05/tacheeda-bullmoose-quintette-part-2.html
Este post surge por una sola razón, declaraciones como la siguiente: “Desde hace 50 o 60 años que no había nuevas formaciones en la República Argentina”, dijo ayer la presidenta, Cristina Fernández de Kirchner, al anunciar la renovación de trenes en la línea San Martín. Esto ya ni siquiera es falacia, sino una vulgar y obscena negación de la historia argentina, y sobre todo la ferroviaria. Por eso es que armé una lista en la que enumero, primero una lista suponiendo que no pasó nada en 50 años, o sea, desde 1964, y la segunda, que pasó en 60 años, o sea, desde 1954. Y hago esto no por contrera ni anti k, sino porque estoy podrido de estos negadores de la realidad, la verdad y la historia. Los mismos que desde 2003 hasta hace dos años no moivieron un pelo en rectivacion verdadera (y ahora es a medias) y quieren hacerse los salvadores del ferrocarril de los últimos ¿60 años?. Una burla y una falta de respeto hacia la historia argentina es su discurso. 1964 Siendo generoso con la cifra del modelo, vamos a develar que paso en cuanto a incorporación de material 0 km en lo sultimos 50 años, lo que vendría a ser de 1964 para aca. 1962-1969 280 locomotoras 0 km de fabricación nacional producidas por un consorcio italo-argentino, denominado G.A.I.A. Entre estos años se construyeron las GAIA, o sea que en 1964 estaban en plena ejecución y siendo entregadas al servicio, de cargas y pasajeros. 1972 Llegada de locomotoras GM EMD 0 km made in La grange,Chicago, USA. Se trató de: 40 GT22CW 20 GT22CU 20 G22CU 1973 120 coches eléctricos Toshiba para la línea Urquiza, fabricados parcialmente por Japón y Argentina. 1976-1988 Fabricación de 214 locomotoras GM EMD por ASTARSA-ELMOTEC bajo licencia de EMD, con la participación de SIAM en la fabricación de los motores de tracción D77 y los generadores AR10. Se trató de: 76 G22CU 40 G22CW 34 GT22CU 64 G22CW 1983-1985 52 coches de los trenes eléctricos Toshiba para la línea Roca. Las mismas fueron fabricadas en Japón a partir de 1983 y otra tanda más chica en 1985 por Materfer. 1986 8 duplas del CML de Fiat Materfer, los ´´Pitufos´´ para Ferrocarriles Argentinos. 1997 La última compra de locomotoras GM EMD 0 km fue en el año 1997 (compradas por Metropolitano y terminadas de pagar por el Estado) y se trató de: 10 GT22CW-2 5 G22CW-2 Las mismas fueron fabricadas por la planta de EMD en London, Ontario, Canadá. Si fueran 60 años seria desde el año 1954 para acá y debería agregar esto: 1954 Locomotoras General Electric GE 115 T GE 95T 1957/1958 Un surtido de modelos de locomotoras diesel eléctricas G12C RSD-16 FPD-7 U-12-C U18-C 1959 U18C 1960 Toshiba para sarmiento y mitre 1962 -1965 U13-C GR12C GA-8 Fiat Transfer GAIA se presenta el primer automotor, el Fiat 7131, fábricado en dicha planta. 1963-1965 21 coches Fiat fabricados por la planta italianada Fiat SPA y luego las 27 restantes fabricadas por Materfer en Cordoba. Ese mismo año 32 mas Locomotoras ALCO RSD-35 Bueno, entonces, ¿pasaron 50 o 60 años sin incorporar material 0 km en los ferrocarriles de la Argentina? Y a esto no lo digo yo, lo dice la historia. Como siempre, todos pueden comentar, pero con respeto y ubicacion, por favor. FUENTES Revistas Ferroclub n° 27, 4 y 25 Revistas Todo Trenes n° 22, 33 y 15 Revista Trenes y escalas n° 10 http://portaldetrenes.com.ar/entrevias/2012/03/coches-materfer-para-servicio-local/
La Evolution Series es la última familia de locomotoras de General Electric, desarrolladas por GE Transportation Systems y que ya lleva diez años de desarrollo. Fueron diseñadas para operar bajo las exigencias de las normas ambientales Tier 2 de los EE.UU. llevadas adelante por la agencia ambiental gubernamental EPA. En la actualidad ya cumplen con las normas de emisiones de EE.UU. Tier 3 y IIIa de la UE; y con el objetivo de cumplir con las Tier 4 en 2015. Para ello GE Transportation realizo profundos estudios de ahorro energético y disminución de emisiones de gases de sus nuevas locomotoras diesel eléctricas. Se centraron en los componentes de potencia, tracción y refrigeración, como así también en los materiales con los que se los construiría. Si bien estas locomotoras se comenzaron a producir en el año 2005, el estudio y desarrollo preliminar estuvo listo en el año 2003. Ese mismo año prepararon tres unidades demostradoras para ser testeadas por las compañías ferroviarias con trenes regulares. Las locomotoras Evolution se ofrecen con motores de tracción de CA o CC, dependiendo de la preferencia del cliente. Todas están motorizadas también con el nuevo motor diesel de GE denominado GEVO. GE Transportation decía lo siguiente del nuevo diseño: "En comparación con las locomotoras de hace 30 años, de corriente continua y 3.000 HP, las Evolution Series consumen hasta un 17 % menos de combustible y reducen las emisiones hasta en un 70 %", destaco Graciela Trillanes, Gerente de Productos de GE Transportation. A nivel mundial, desde el año 2007, hay locomotoras Evolution Series operando en 10 países. LOS DEMOSTRADORES La gente de General Electric Transportation estaba decidida a probar agresivamente estas unidades de pre-producción, centrándose en la acumulación de horas de funcionamiento en los terrenos más difíciles de América del Norte con el objetivo de introducir el producto más fiable en el lanzamiento. De esta manera, los tres demostradores operaron trenes regulares en BNSF y UP durante 2003 y 2004. Placa de la ES44AC demostradora Además de acumular 120.700 kms superados sin restricciones, las tres primeras locomotoras registraron más de 350 horas operando a plena potencia, mostrando un gran desempeñado con una alta velocidad inicial. Las pruebas se completaron corriendo los servicios intermodales entre Chicago y el norte de California, los cuales se caracterizan por su necesidad de trenes que sean rápidos y ágiles para el exigente servicio intermodal. Mostrando también un buen desempeño en terrenos montañoso. EL MOTOR GEVO El motor GEVO de GE tiene un rango de potencia va desde los 4400 HP a 6000 HP, con 12 o 16 cilindros en V respectivamente. Es un motor turbosobrealimentado y con sistema estilo intercooler para mejorar la combustión, denominado air-to-air, y su rango de velocidad va desde las 450 RPM trabajando en vacío a las 1050 a plena carga. Además posee inyección electrónica y todo su control está computarizado. Esto dio como resultado por ejemplo, que un motor diesel de 12 cilindros pueda producir 4.440 HP, contra la vieja tecnología de las Dash 9 que para producir la misma potencia necesitaban un motor diesel de 16 cilindros. Características: Las locomotoras de la serie Evolution son visualmente similares a la Dash 9 y la AC4400CW, aunque con pequeñas diferencias evidentes. Las diferencias más significativas son la sección del radiador en la parte trasera de la locomotora, que es más grande y las "alas" en la parte superior de la sección del radiador también son más grandes. Al igual que la AC6000CW los radiadores se proyectan más allá del final de la carrocería, aunque no en la misma medida. También a diferencia de cualquier locomotora anterior de GE las parrillas bajo el radiador están en dos ángulos diferentes. El aumento en el tamaño del radiador es debido a la necesidad de una mayor capacidad de refrigeración en la locomotora con el fin de reducir las emisiones. En comparación con el anterior FDL de GE, este motor reduce hasta un 40% las emisiones. En comparación con los demás motores de la competencia, ofrece de un 3 a un 6% de ahorro de combustible. Y además, en comparación, el GEVO requiere un 30% menos de mantenimiento. Ofrece mayor eficiencia con intervalos de revisión más largos, lo que se traduce en locomotoras más tiempo operando y menos detenidas en mantenimiento También funciona con un nuevo diseño de refrigeración mejorado. Incorpora el más avanzado sistema de refrigeración en el transporte ferroviario. Además de un radiador y ventilador de configuración estándar, utiliza un avanzado sistema de enfriamiento de aire-aire para el aire de combustión del motor para mejorar el rendimiento al tiempo que reduce las emisiones. También es parte del nuevo diseño, el estudio de materiales de mayor resistencia que mejoran la fiabilidad y permiten incrementos futuros en potencia y eficiencia CARACTERISTICAS GENERALES DE LAS EVOLUTION SERIES link: https://www.youtube.com/watch?v=SUIYIiZ11Pw Las locomotoras GE, en sus cuatro modelos base, ES44AC, ES44C4 y ES44DC / ES40DC ofrecen a sus clientes un concepto pocas veces visto antes. Además de sus avanzadas características, el fabricante ofrece estas locomotoras con un paquete de mantenimiento-diagnóstico. Los diagnósticos muestran que componente de la locomotora comienza a mostrar la necesidad de mantenimiento y la computadora de la locomotora notifica su necesidad de atención y las piezas necesarias se pueden enviar al punto de mantenimiento deseado con la menor demora. Todas son configurables en cuanto a la necesidad de tracción del cliente. La diferencia entre usar motores de AC o DC (CA-CC) depende de las preferencias y necesidades del cliente. Los motores de tracción de AC proporcionan más potencia cuando se opera a velocidades altas, como BNSF con sus expresos de contenedores en doble stack (un contenedor apilado arriba de otro sobre un mismo vagón) y los trenes de semirremolques (piggy back). En tanto que los motores de DC pueden desarrollar toda su potencia incluso a bajas velocidades con total eficiencia en servicios que no dependen de la rapidez para llegar a destino pero si un alto rendimiento de la potencia a bajas velocidades. Arquitectura controlada por computadora. La locomotora cuenta con sofisticadas herramientas informáticas que mejoran el diagnóstico así como también simplifican su funcionamiento. La arquitectura de control consolidada de las Evolution Series hace que sea más fácil de actualizar el software y descargar los datos. Este sistema "inteligente" elimina varios complementos como registradores de eventos analógicos y tacómetros a favor de un equipo con monitores que mejoran la fiabilidad de la información para el maquinista. A través de monitores en el pedestal de control o en el pupitre, pensados y diseñados basándose en la plena ergonomía del maquinista, este tiene acceso a la situación actual de cada componente y sistema de la locomotora. General Electric ofrece dos versiones del puesto de control Desde la velocidad del motor diesel (RPM), el voltaje de las baterías, la velocidad, el esfuerzo tractivo que esté desarrollando en el momento, el amperaje de los motores de tracción, la presión de aire del sistema de frenos, la presión del motor diesel, hasta el EOT del telémetro incorporado en la misma computadora. link: https://www.youtube.com/watch?v=ga5G9C65uQ0 Las locomotoras Evolution Series en números de GE Transportation La serie Evolución lleva ya 10 años de desarrollo, y una inversión por parte de GE de $ 400.000.000. Más de 5.000 ejemplares están en funcionamiento en todo el mundo. Las locomotoras de la Serie Evolution reducen las emisiones en más de un 40 % en comparación con los anterioriores modelos de GE Transportation . Cada locomotora Evolution Series tiene un impacto positivo anual de emisiones equivalente a retirar 55 autos de la ruta o la reforestación de 75 hectáreas de árboles en comparación con otras locomotoras de carga que operan en la actualidad. En comparación con las locomotoras fabricadas hace 20 años, las Evolution Series reducen la contaminación por su producción en más de un 70 % menos de partículas y 60 % menos de emisiones de óxido de nitrógeno. GE Transportation afirma que seiscientas de sus últimas locomotoras pueden desplazar hasta 800 locomotoras de mayor edad, lo que en ahorro de combustible equivale a retirar 115.000 autos de las calles durante un año. Esto se traduce en una reducción de 48.000 toneladas de óxido nitroso, 1.500 toneladas de material particulado y 1,0 millones de toneladas de dióxido de carbono. MODELOS Como dije antes, podemos decir que hay cuatro modelos base de las Evolution Series diferentes para el mercado de América del Norte. Son todos modelos de seis ejes, o sea, arreglo de rueda CC (clasificación AAR) o Co'Co (clasificación UIC), excepto la ES44C4 que tiene un arreglo de de rueda A1A-A1A, debido a un novedoso sistema de compensación anti patinaje. El bogie standard de las Evolution Series es el GE Hi-AD, aunque se ofrece también como opcional el bogie orientable de GE, que también equipó a las AC4400CW y las AC6000CW. Las ES44C4 llevan una variación de Hi-AD, pero equipado con un mecanismo de regulación de altura del eje central para control de tracción. Todas las locomotoras de la serie Evolution en América del Norte están equipadas de fábrica con bocinas de aire Nathan, modelo Airchime K5HL-R2 y las unidades más recientes incluyen campanas eléctricas Graham-White 373 en lugar de las clásicas neumáticas. Qué significa la nomenclatura del modelo La nomenclatura se basa en utilizar la abreviación de la serie, seguida de una abreviación de la potencia utilizando los dos primeros dígitos como referencia, y por último la indicación de los motores de tracción con los que esté equipada. Ejemplo ES40DC Este modelo es el reemplazo directo al modelo C40-9W (Dash 9-40CW) de la anterior familia Dash 9 de GE Transportation y, al igual que su modelo predecesor, fue construido exclusivamente para el ferrocarril Norfolk Southern. Sin embargo, las ES44DC compradas por CSX también recibieron esta designación después de ser de rateadas a 4.000 HP. FICHA TÉCNICA ES40DC ARREGLO DE RUEDAS C–C BOGIES: Hi-AD MOTOR DIESEL GE GEVO POTENCIA NOMINAL 4500 HP POTENCIA PARA LA TRACCION 4000 HP NUMERO DE CILINDROS 12 en V a 45° DIAMETRO Y CARRERA 250 mm X 320 mm VELOCIDAD 1050/450 RPM RELACION DE COMPRESIÓN 16.5:1 CICLO 4 tiempos TURBO 7S1712A3 BLOCK ALTERNADOR DE TRACCIÓN Y AUXILIAR 5GMG206A FRENOS Sistema Electronico de frenos de Aire CCBII (EAB) COMPRESOR Westinhouse 3CDC DIMENSIONES (APROX.) LARGO 22.300 mm ALTO 4.699 mm ANCHO 3.022 mm MOTORES DE TRACCIÓN (6) 5GEB752AH DIAMETRO RUEDA NUEVA 1.066 mm RELACION DE ENGRANAJES 83/20 VELOCIDAD MAXIMA 121 km/h CAPACIDADES (APROX.) COMBUSTIBLE 18.170 lts AGUA 1.665 lts ACEITE MOTOR 1.771 lts PESO (APROX.) 190.509 kgs ES44DC La ES44DC a su vez reemplaza al modelo Dash 9-44CW (C44-9W). Los principales usuarios son BNSF, CSX y Canadian National. El ferrocarril Pilbara Iron en Australia ordenó una versión internacional alargada denominada ES44DCi. La longitud extra fue requerimiento para un radiador más grande y aumentar la capacidad de refrigeración la zona más calurosa de Australia. FICHA TÉCNICA ES44DC ARREGLO DE RUEDAS CC BOGIES: Hi-AD MOTOR DIESEL POTENCIA NOMINAL 4500 HP POTENCIA PARA LA TRACCION 4390 HP NUMERO DE CILINDROS 12 en V a 45° MODELO GEVO DIAMETRO Y CARRERA 250 mm X 320 mm VELOCIDAD 1050/450 RPM RELACION DE COMPRESIÓN 16.5:1 CICLO 4 tiempos TURBO 7S1712A3 BLOCK ALTERNADOR DE TRACCIÓN Y AUXILIAR 5GMG206A FRENO Sistema Electronico de frenos de Aire CCBII (EAB) COMPRESOR Westinhouse 3CDC DIMENSIONES (APROX.) LARGO 22.300 mm ALTO 4.699 mm ANCHO 3.022 mm MOTORES DE TRACCIÓN (6) 5GEB752AH DIAMETRO RUEDA NUEVA 1.066 mm ESFUERZO TRACTIVO CONTINUO 47.968 kgs a 21 km/h ESFUERZO TRACTIVO INICIAL 64.453 kgs RELACION DE ENGRANAJES 83/20 VELOCIDAD MAXIMA 121 km/h CAPACIDADES (APROX.) COMBUSTIBLE 18.170 lts AGUA 665 lts ACEITE MOTOR 1.771 lts PESO (APROX.) 190.509 kgs ES44AC Este modelo reemplaza al anterior modelo con motores de tracción CA, la AC4400CW. Estas locomotoras fueron vendidas a Union Pacific Railroad (que internamente las designa C45ACCTE), BNSF, CSX, Norfolk Southern, Kansas City Southern, Kansas City Southern de México, Ferromex, Canadian Pacific y Iowa Interstate Railroad, entre otros. Norfolk Southern con esuqema de ´´herencia´´ En septiembre de 2008, Norfolk Southern compró 24 ES44AC, siendo las primeras locomotoras de CA compradas por este. Estas nuevas locomotoras serían utilizadas en los trenes de carbón de larga distancia. Luego hicieron un encargue de 65 unidades adicionales en 2011 y otras 24 unidades más a principios de 2012. FICHA TÉCNICA ES44AC ARREGLO DE RUEDAS C–C BOGIES Hi-AD MOTOR DIESEL POTENCIA NOMINAL 4500 HP POTENCIA PARA LA TRACCION 4390 HP NUMERO DE CILINDROS 12 en V a 45° MODELO GEVO DIAMETRO Y CARRERA 250 mm X 320 mm VELOCIDAD 450/ 1050 RPM RELACION DE COMPRESIÓN 16.5:1 CICLO 4 tiempos TURBO 7S1712A3 BLOCK ALTERNADOR DE TRACCIÓN Y AUXILIAR GYA30A TIPO DE FRENOS Sistema Electronico de frenos de Aire CCBII (EAB) COMPRESOR Westinhouse 3CDC DIMENSIONES (APROX.) LARGO 22.300 mm ALTO 4.699 mm ANCHO 3.022 mm MOTORES DE TRACCIÓN (6) B13B2B DIAMETRO RUEDA NUEVA 1.066 mm ESFUERZO TRACTIVO CONTINUO 75.347 kgs a 22 km/h ESFUERZO TRACTIVO INICIAL 83.063 kgs RELACION DE ENGRANAJES 83/20 VELOCIDAD MAXIMA 121 km/h CAPACIDADES (APROX.) COMBUSTIBLE 18.170 lts AGUA 1.665 lts ACEITE MOTOR 1.771 lts PESO (APROX.) 190,509 kg ES44AC/AH de CSX Mención aparte merece este modelo que CSX comenzó a recibir a partir de diciembre de 2007 dentro de un pedido de 200 unidades ES44AC (denominadas internamente por CSX como ES44AH). La "H" significa "high, o sea alto", haciendo referencia a una combinación de subsistemas que producen altos niveles de esfuerzo de tracción a bajas velocidades con motores de CA. Con el fin de ser clasificada como una "AH haciendo referencia a Adhesion High, o Alta Adherencia, se le aumentó el peso a 196,000 kilogramos nominales, más el agregado de un software de control de adherencia denominado TM3 que permite que la locomotora genere mayor esfuerzo de tracción incluso a una velocidad de 16 km/h o inferior. El software aumenta hasta 14.978 kgs más de esfuerzo tractivo. Además incluye un limpiador de vías GE para limpiar los rieles de hojas, nieve, humedad o cualquier otra suciedad para ayudar a la locomotora a mantener la tracción sin perder adherencia. Este limpiador de riel dirige aire a alta presión contra los rieles y está ubicado junto a las boquillas de arenado del eje número uno del bogie delantero. Esta versión fue equipada con el bogie orientable GE. ES44C4 Este es el modelo más reciente de la serie, para los Estados Unidos, pero no reemplaza a ningún otro modelo anterior de GE porque es una variación innovadora de la Es44AC. Es similar a la ES44AC, excepto que tiene cuatro motores de tracción en lugar de seis. El eje central de cada bogie carece de tracción, dando un arreglo de ruedas A1A-A1A. BNSF es el primer y único comprador de este modelo hasta el momento, ordenando un lote inicial de 25 unidades, llegando actualmente a contar con 675 unidades. Esta locomotora fue presentada por GE en mayo de 2009 exponiendo sus grandes virtudes de innovación por parte de sus representantes: ´´La ES44C4 ofrece una opción de reemplazo directo para las locomotoras de seis ejes y 4400 HP de corriente continua que se entregan en la actualidad. Esta locomotora simplemente podría marcar el final de la corriente continua en América del Norte, y punto ´´, dijo Lorenzo Simonelli, CEO y Presidente de GE Transportation. Puesto de control Y la respuesta de la gente de BNSF fue más que motivadora: "Estamos testeando estas locomotoras bajo rigurosas pruebas para determinar así los beneficios de esta nueva alternativa AC, y los primeros resultados han sido positivos ", dijo el Vicepresidente de Mecánica e Ingeniería de Valores de BNSF, Chris Roberts. La característica única de estas unidades es su sistema de control de tracción variable basado en sistemas informáticos y neumáticos. Lo que hace la gran diferencia en este modelo es que tiene cilindros de aire para mover verticalmente el eje central, y son parte fundamental del sistema de control de tracción y anti patinaje. Cada vez que se produce una variable en una pendiente por patinaje, el sistema ajustará la presión en esos cilindros para mantener suficiente adherencia, lo cual también hace variar el peso sobre los ejes motrices. Un Sistema Dinámico de Control de Peso denominado DWMS transfiere automáticamente el peso de los ejes centrales a los ejes motrices para maximizar el rendimiento cuando arranca, y especialmente en pendientes y en condiciones ambientales adversas, como puede ser riel mojado, escarcha, suciedad en el riel, etc. Basicamente, el sistema ajustará la altura del eje central de cada bogie para mantener la más alta tasa de esfuerzo tractivo lo más rápido posible, poniendo más peso sobre los ejes motrices. El eje central se regula, ´´levantándolo/bajándolo´´ para tomar la mayor parte del peso del mismo. Todo el eje se levanta o se baja según se requiera. Claro está que este sistema es totalmente computarizado y la reacción es automática. Este sistema monitorea continuamente la tracción en los ejes y las condiciones de patinaje de las ruedas en todo tipo de condiciones. Y sólo funciona a bajas velocidades, a alrededor de los 24 km/h. Bogie de control de tracción link: https://www.youtube.com/watch?v=g-4ZlqODyo8 Detalle Las ES44C4 corren los mismos servicios que sus contrapartes mayores ES44DC y C44-9W. Todas las unidades están corriendo trenes intermodales rápidos, algo donde la velocidad del tren y la potencia son cruciales. FICHA TÉCNICA ES44C4 ARREGLO DE RUEDAS A1A-A1A BOGIES: con Control Dinamico de Peso para Control de Tracción. MOTOR DIESEL POTENCIA NOMINAL 4500 HP POTENCIA PARA LA TRACCION 4390 HP NUMERO DE CILINDROS 12 en V a 45° MODELO GEVO DIAMETRO Y CARRERA 250 mm X 320 mm VELOCIDAD 450/1050 RPM RELACION DE COMPRESIÓN 16.5:1 CICLO 4 tiempos TURBO 7S1712A3 BLOCK ALTERNADOR DE TRACCIÓN Y AUXILIAR GMG205 TIPO DE FRENOS Sistema Electronico de frenos de Aire CCBII (EAB) DIMENSIONES (APROX.) LARGO 22.300 mm ALTO 4.699 mm ANCHO 3.022 mm MOTORES DE TRACCIÓN (4) GE B13B2B DIAMETRO RUEDA NUEVA 1.066 mm ESFUERZO TRACTIVO CONTINUO 47.659 kgs a 22 km/h ESFUERZO TRACTIVO INICIAL 65.361 kgs RELACION DE ENGRANAJES 83/20 VELOCIDAD MAXIMA 121 km/h CAPACIDADES (APROX.) COMBUSTIBLE 18.170 lts AGUA 1.665 lts ACEITE MOTOR 1.771 lts PESO (APROX.) 188,694 kg Operadores de la serie Evolution en América del Norte BNSF Canadian National Canadian Pacific Citicorp Railmark Inc. (CREX) Cemex CSX Iowa Interstate Kansas City Southern Norfolk Southern Savatrans (SVTX) Union Pacific Ferromex Ferrosur link: https://www.youtube.com/watch?v=iYjlE4Mno3c LAS VENTAS DE EXPORTACIÓN China En octubre de 2005 los Ferrocarriles de China ordenaron 300 locomotoras de la serie Evolution modelo ES59ACi, de 6000 HP. La ES59ACi es el modelo más potente hasta la fecha en la serie Evolution. China las reclasificó como HXN5, y operan servicios pesados de larga distancia en las líneas ferroviarias sin electrificar. Cada unidad está equipada con un motor diesel GEVO de 16 cilindros y produce 6.250 HP nominales. Una peculiaridad de este modelo es que no fue provisto del bogie GE Hi-Ad ni tampoco con bogies orientables, sino que cuenta con bogies de 3 ejes similares a otros anteriormente desarrolladas por United Goninan de Australia para las GE C38AChe, otra modelo GE vendido a China. Otra particularidad es que pesa menos que las Evolution standard, sólo 150 toneladas. Con una carga por eje de 25 toneladas, la ES59ACi es capaz de proporcionar un esfuerzo tractivo inicial de 63.265 kgs (frente a los 83.063 kgs iniciales de la ES44AC) y un esfuerzo tractivo continuo de 57.142 kgs (frente a los75.347 kgs de la ES44AC). Kazajstán El 28 de septiembre 2006 la empresa ferroviaria nacional Kazajstán Temir Zholy firmó un acuerdo con GE Transportation Systems por un pedido de 310 locomotoras de la serie Evolution ES44AC. Las primeras diez unidades fueron construidas en la planta de GE en Erie, Pennsylvania, mientras que las 300 restantes fueron ensambladas en una nueva planta en Astana, Kazajstán, inaugurada el 3 de julio 2009. Los ferrocarriles de Kazajstán la designaron como TE33A. El precio de cada una fue de unos 1.612.903 dólares. Puesto de control En la planta de Kazajstán Australia Rio Tinto Iron Ore Group ordenó 51 locomotoras ES44DCi para su línea ferroviaria de propiedad privada, operada por el ferrocarril Pilbara Iron. Estas ES44DCi son más largas para dejar espacio para un sistema de refrigeración de alta resistencia para hacer frente al entorno desierto y caliente en que operan. Notar los radiadores especiales Brasil El Ferrocarril Carajás, una subsidiaria de la minera brasileña Vale, ordenó 70 locomotoras de 5800 HP modelo ES58ACi. Las unidades fueron construidas en la planta de Erie de GE y entregadas en 2009. Egipto En 2009, los Ferrocarriles Nacionales Egipcios recibieron 80 locomotoras ES40ACi doble cabina en dos versiones: para pasajeros y cargas. PROBLEMAS TÉCNICOS Durante el año 2009 se produjeron incidentes relacionados al motor diesel GEVO, y sobre todo con el turbo. Practicamente todos los propietarios de locomotoras Evolution padecieron las roturas de turbos en los motores GEVO. Para dar un panorama, podemos citar a Canadian Pacific que sacó temporalmente de servicio 44 locomotoras de la serie Evolution por ese problema, y no están demasiado contentos con su desempeño y terminaron colocando otro pedido de 40 EMD SD70M-2 más. Varios ferrocarriles tuvieron que sacar circulares internas de seguridad, informando los riesgos de estar cerca de la trompa larga o sobre las pasarelas de una Evolution cuando está estuviera bajo carga o con potencia, ante el potencial riesgo de que el turbo explotara: BNSF Informe de de Seguridad 11 de julio 2009 Turbocompresores SB-2009-03G GE Evolution Series Problemas con las locomotoras. Se han presentado diversas fallas en otros ferrocarriles de Clase I del turbocompresor de las locomotoras General Electric Evolution Series. Partes de la turbina del turbocompresor y su rotor, que se encontraban en plenas RPM se rompieron, saliendo despedidos de la carrocería de la locomotora. El análisis de la causa de raíz en las fallas se encuentra todavía en proceso, pero la investigación preliminar ha revelado que las fallas que se han producido se deben a una falla catastrófica del rotor del turbocompresor. Estos fueron producidos por dos proveedores de componentes de GE. Uno de los dos es el responsable para este componente. Los rotores del turbocompresor sospechosos afectan a las locomotoras de la serie Evolution producidas a partir de enero de 2007 hasta marzo de 2009, así como cualquier locomotora Evolution que ha tenido un turbocompresor sustituido debido a una falla o cambio durante el mismo período de tiempo . En los próximos días las locomotoras específicas que contengan partes sospechosas se identificarán y esas locomotoras serán retiradas del servicio en espera de la sustitución del turbocompresor. Por lo tanto y por el momento TODOS LOS EMPLEADOS DEBERÁN ALEJARSE DE LAS PASARELAS DE LA LOCOMOTORA O ESTANDO EN PROXIMIDAD DE LA TROMPA LARGA DE CUALQUIER LOCOMOTORA GE EVOLUTION SERIES NUMERADAS DE LA 5.718-7799 QUE ESTE EN FUNCIONAMIENTO O BAJO CARGA, O QUE SE ESTÉ PROBANDO EN PUNTO 4 O SUPERIOR. Evite estas áreas RECUERDE: Todos los empleados de BNSF están facultados para trabajar con seguridad; si usted piensa que una condición es insegura, protéjase, denúnciela, ayude a corregirla, o utilice su experiencia para proporcionar una manera mejor y más segura. BNSF Seguridad El ferrocarril Kansas City Southern (KCSR) también sacó una circular advirtiendo a los empleados que no se le permite estar en la pasarela o cerca de la trompa larga cuando una Evolution esté bajo carga. Norfolk Southern y Canadian National tenían casi el mismo boletín, pero ellos advertían no caminar por la pasarela cuando la locomotora estuviera en punto 1 o superior. Pero Canadian National agregaba: "CN ha recibido notificación de que la serie Evolution de GE (2220-2309) ha desarrollado defectos catastróficos del turbocompresor. Hasta nuevo aviso a estas locomotoras no se les renovará el permiso del MSREP (especie de permiso de aptitud técnica otorgado por el depósito diesel). La conclusión Un problema con el turbo, al parecer, era que no tenía una descarga de agua como el turbo de EMD, y si el agua se acumulaba cuando la unidad no estaba en funcionamiento, esta suavizaba y despega la acumulación de hollín en los alabes (especie de aspas del turbo), al parecer causando un enorme desequilibrio cuando se ponía nuevamente en movimiento bajo esas condiciones. El motor GEVO no sólo ha experimentado problemas con el turbo, sino que también ha tenido problemas con las bielas y los pasadores. Al parecer incluso había problemas con ciertos bulones y lubricación, lo cual también genero problemas en los cilindros de algunas máquinas. GE atendió a todas las locomotoras defectuosas, que fueron unas 200. GENERAL ELECTRIC NO DESCANSA: EL HÍBRIDO EVOLUTION SERIES En mayo del año 2007 General Electric presentó oficialmente su prototipo híbrido en la Union Station de Los Angeles, en una de las primeras salidas de la locomotora que GE venía desarrollando desde hacía cinco años y con una inversión de 250 millones de dólares. La locomotora, identificada como 2010 es una reconstrucción de una de las tres locomotoras de demostración de la serie Evolution, y se exhibió como un prototipo de trabajo en proceso y no un producto terminado, con el objetivo de dar a los ingenieros profesionales su primera experiencia práctica de lo que la tecnología podía desarrollar. En la presentación en Union Station link: https://www.youtube.com/watch?v=7Vj5WoQ3fvU Fue numerada 2010 para indicar el año en que GE planeaba lanzar su primera locomotora híbrida de producción, lo cual en la realidad le llevó un poquito más de tiempo. Pero es de destacar que ha recibido apoyo monetario por parte de los estados de Texas (que de hecho YA sufre importantes problemas de contaminación ambiental por la polución) y California, de manera de poder ayudar al pronto reemplazo de las viejas locomotoras. GE ha contratado a varios ferrocarriles de América del Norte, entre los cuales están BNSF y Union Pacific, para formar parte de su consejo asesor para el desarrollo de tecnología. La locomotora fue acompañada por un coche de prueba con equipamiento de ensayos y para recopilar datos, más una locomotora de Union Pacific y algunos coches de pasajeros para hacer un viaje de prueba y demostración. Una vez concluido el evento volvió a la planta de GE en Erie, Pennsylvania, para la posterior evaluación del trabajo realizado. Es básicamente una locomotora diesel eléctrica con un motor GEVO de 12 cilindros. Sin embargo lo que la hace única es que esta nueva locomotora captura la energía disipada por el frenado dinámico en una serie de baterías para su uso posterior. Esta energía almacenada fue calculada por los ingenieros para que esté en el orden de los 2.000 HP y sea potencia adicional para la tracción o el arranque del motor diesel. El concepto que desarrolló GE fue aprovechar toda esa energía generada en el frenado dinámico que hasta ahora (en lo que a locomotoras diesel eléctricas se refiere) es desperdiciada. Finalmente, el hibrido Nueva imagen y numerada 2015 en alusión al año que entra en vigencia la norma Tier 4 de EPA En agosto de 2012 GE lanzó la locomotora diesel eléctrica más limpia y amigable con el medio ambiente y dentro de la familia Evolution Series. Cumple con los requerimientos más estrictos de la Agencia de Protección Ambiental de los EE.UU. (EPA), incluyendo las nuevas normas "Tier 4" que entraran en vigencia el 1 de enero de 2015.. Esta locomotora roza la friolera del 70 por ciento de disminución de las emisiones y un 76 por ciento de los óxidos de nitrógeno (NOx), en comparación con las locomotoras actualmente en producción. GE invirtió 400 millones de dólares en la nueva locomotora, sin contar otros 200 millones sólo en pruebas. Omowoleol Wola Akinyemi, director del laboratorio de combustión interna de GE Global Research fue uno de los 6.000 ingenieros de GE, investigadores, diseñadores y operarios que pasaron en los últimos cinco años del desarrollo de la locomotora. Estábamos frente a dos grandes preguntas, dice Akinyemi. ¿Podríamos reducir las emisiones a nivel de escape, como en un auto equipado con un convertidor catalítico?, ¿o resolver el problema dentro de los cilindros del motor? Una forma común de restar NOx de los motores diesel implica la urea química (también se utiliza como una fuente de nitrógeno en fertilizantes). El aditivo reduce los óxidos de nitrógeno para formar nitrógeno y agua. El proceso es simple, pero también es caro. Los clientes tendrían que gastar unos $ 2 mil millones en mejoras a la infraestructura para suministrar urea a sus motores y cumplir con las nuevas normas. Ellos están acostumbrados a tratar con diesel, dijo Akinyemi. El equipo de GE buscó la mayor eficiencia. Se rediseñó todo el motor para conseguir el método más limpio, la temperatura más baja y el menor NOx en la combustión diesel. Eso es fácil de decir, pero un motor de locomotora GE es un gigante de varias toneladas con 12 o 16 cilindros. Akinyemi y su equipo internacional de 20 investigadores en Nueva York, Munich y Bangalore tuvieron una idea. Ellos desarrollaron nuevos diseños de sistemas de combustión, los estudiaron dentro de un solo motor de prueba de un cilindro y tomaron mediciones detalladas de los niveles de gases de escape, la temperatura y otros datos. Estos se basaban también en información de modelos avanzados en computadora y simulaciones, extrapolando los resultados a un motor de escala completa de una sola unidad, o sea, un solo cilindro. Era muy importante para nosotros saber si la idea cumplía o no el objetivo antes de ir al motor real, dijo Akinyemi. Los experimentos con un sólo cilindro fueron eficaces para aislar el proceso de combustión. Cuando construimos el motor ´´real´´ con sus 12 cilindros, los resultados estuvieron muy cerca de la teoría y todos los datos que recogimos del prototipo de un solo cilindro. GE proyecta que la nueva locomotora, que cuenta además con un nuevo turbocompresor, nuevo sistema de inyección de combustible, sistema de escape, y otras tecnologías avanzadas, le ahorrará a sus clientes ferroviarios miles de millones de dólares sin renunciar a ninguna de las prestaciones de las locomotoras de la serie Evolution que actualmente corren cargas en todo el mundo. Según el Departamento de Transporte de los EE.UU. esta tecnología es una parte crítica de la revitalización de la manufactura estadounidense y la creación de empleo en el más eficiente y más seguro sistema de transporte. Y GENERAL ELECTRIC SIGUE SIN DESCANSAR: EL PROTOTIPO A GAS NATURAL NEXTFUEL Septiembre de 2013, General Electric ya tiene una locomotora experimental a gas natural en Erie, Pensilvania. Las locomotoras diesel que se convirtieron en los caballos de batalla en los trenes de carga después de la Segunda Guerra Mundial podrían ser reemplazados en los próximos años por unidades que funcionen a gas natural y diesel. El disparador son los costos del combustible actual y la reducción de la contaminación de manera significativa (ya que el gas natural cuando se quema emite de 15 a 20 por ciento menos dióxido de carbono que el diesel) al tiempo que permitiría a los ferrocarriles norteamericanos aprovechar la abundancia de suministros domésticos de gas natural. Pero muchas preguntas sobre el uso de locomotoras a gas natural siguen sin respuesta, y los que podrían descarrilar fácilmente la idea. En General Electric tienen bastante claro el contexto en el cual aprovechar la ocasión para no bajar de la vanguardia tecnológica ferroviaria: " La economía es muy poderosa", dice Mark Little, director de GE Global Research. "El gas oil está en lugar que lo hace 10 veces más caro que el gas natural, por unidad de energía Las empresas ferroviarias quieren tomar ventaja de la producción de gas natural en pleno auge y que ha reducido su precio hasta en un 50 por ciento. Así que ellos se están preparando para experimentar con motores de nuevo diseño, capaces de quemar diesel y gas natural licuado. El gas natural "puede revolucionar la industria al igual que lo hizo la transición del vapor al diesel", dijo Jessica Taylor, una portavoz de la división de locomotoras de General Electric, una de las varias empresas que pretenden en 2014 tener en pruebas a sus nuevos equipos de gas natural. Obviamente que todos estos cambios deberán darse lentamente. Ya que hay que tener en cuenta los astronómicos costos que implicaría el desplazamiento a gran escala de una infraestructura de gas natural a través de los 225.308 kms del sistema ferroviario de cargas de norteamerica para abastecer a las locomotoras. Este nuevo paradigma proyectado hacia el ferrocarril está en consonancia con los cambios tecnológicos que han hecho posible las actuales técnicas de perforación por fracturación hidráulica y han permitido a los perforadores de aprovechar los yacimientos de gas natural existentes en los Estados Unidos. Además, en los últimos años, el gas abaratado por este auge ha inspirado a muchos servicios a usar el gas natural, al punto de ser ampliamente utilizado en el transporte. Más de 100.000 autobuses, camiones y otros vehículos en todo el mundo ya están usando el gas natural como combustible, aunque esa cifra represente sólo el 3 por ciento del sector del transporte. link: https://www.youtube.com/watch?v=pENDSI1BljA Los ahorros en el sector ferroviario podrían ser considerables, si tomamos como ejemplo al ferrocarril de carga más grande de los Estados Unidos, Union Pacific, quien gastó más de $ 3,6 mil millones de dólares en combustible durante 2012, lo cual representa alrededor de un cuarto del total de sus gastos. Igualmente, en el escenario más optimista, no hay manera de que todo el diesel sea reemplazado. Los ferrocarriles están buscando sobre todo la manera de reconvertir las máquinas existentes para quemar una mezcla de diesel y gas natural licuado, ya que será la forma más rápida y más fácil de adoptar la nueva tecnología. Y ahí es donde el uso de diesel y gas natural ofrece algunas ventajas sobre usar sólo gas natural. Los motores diesel pueden funcionar con gas natural haciéndoles modificaciones relativamente pequeñas. En un motor diesel, el combustible y el aire no se encienden con una chispa como en los motores a nafta, sino por compresión hasta que llegan a una temperatura lo suficiente como para quemarlo. Este encendido por compresión, sin embargo no funciona bien con gas natural sólo. Es muy difícil controlar exactamente cuándo se produce la combustión y que el gas natural no explote como una bomba dentro del motor. En un motor de combustible dual, el problema se resuelve mediante la inyección de una pequeña cantidad de gas oil en el motor para activar la combustión, además de que el diesel ayudaría a no perder potencia. Y aunque GE ha desarrollado motores para locomotoras que aún utilizan gas oil, estos también se pueden operar con un máximo de 80 por ciento de gas natural y 20 de gas oil. A fines de 2013, GE comenzó a probar una locomotora prototipo junto con BNSF. Pero ya hubo algunas voces ferroviarias como la opinión de Louis Renjel, vicepresidente de infraestructura estratégica de la compañía ferroviaria CSX, opinando que ´´Es muy temprano en esta fase de trabajo como para entender el potencial de ahorro ". Otra cosa que deben tener en cuenta también los ferrocarriles, es que estas comparaciones de costos proyectados no incluyen los millones de dólares que los ferrocarriles tendrían que gastar en una red de gas natural a lo largo de las estaciones de abastecimiento de combustible para los depósitos, talleres y estaciones de servicio. Ese gasto no estará claro hasta después de las pruebas, en las que los ferrocarriles decidirán si construir sus propias instalaciones para el licuado del gas o simplemente almacenarlo. FUENTES MANUAL DE OPERACIÓN LOCOMOTORA ES44DC - BNSF http://www.freightdawg.com/2008/02/general-electri.html http://www.railwaygazette.com/news/single-view/view/ge-unveils-hybrid-locomotive.html http://www.thedieselshop.us/Data%20ES44C4.HTML http://www.thedieselshop.us/Data%20ES44AC.HTML http://en.wikipedia.org/wiki/GE_Evolution_Series http://www.ehow.com/info_7833899_ge-es44dc-engine-specs.html http://www.nationalcorridors.org/df/df07072003.shtml#GE http://media.getransportation.com/sites/default/files/Evolution_Series_Locomotive_30045-B_SnglPgs_lo.pdf http://en.wikipedia.org/wiki/GE_Evolution_Series http://www.railroadforums.com/forum/showthread.php?29285-Exploding-GEVO-parts-be-careful-out-there http://www.demiryolcuyuz.biz/forum/12-silindir-4400-beygir-yeni-nesil-ge-evolution-serisi-dizel-lokomotifler-t2833.0.html http://www.rdmag.com/news/2012/08/evolving-evolution-how-data-and-software-models-helped-ge-build-its-cleanest-next-gen-locomotive http://trainoftheweek.blogspot.com.ar/2011/02/general-electric-es59aci.html http://m.technologyreview.com/news/519641/cleaner-long-haul-engines-guzzle-diesel-or-natural-gas/ http://www.buffalonews.com/business/natural-gas-locomotives-on-the-horizon-20140123
Foto de Federico Illenzeer La RSD-16 aparece en el Catalogo ALCO de 1956 como el modelo RSD-16 de la Especificación DL-540, como modelo de exportación. Es una locomotora de diseño ´´road-switcher´´ o ´´hood´´, de operación bi direccional, con la cabina desplazada hacia una de las trompas. Está clasificada como apta para servicios de carga, de pasajeros y maniobras. Básicamente es una conversión de la DL-701 (Modelo RS-11) o bien una DL-702 (Modelo RSD-12) más liviana como para poder ofrecerla al resto del mundo en donde la enrieladura no soportaría los altos pesos por eje admitidos en el país del norte. RS-11 Su potencia para la tracción es de 1800 HP y como característica distintiva con una ´´doméstica´´ es que se ofreció con bogies de tres ejes alivianados llamados Universales y detalles como por ejemplo la ausencia de caldera de calefacción para trenes de pasajeros. Foto de Carlos Molanes Comparación con sus similares ´´domésticos´´ Las primeras RS-11 fueron producidas por ALCO a principios de 1956 al igual que las RSD-12 (versión ´´pesada´´ de la RS-11). La RS-11, clasificada por ALCO dentro de la Especificación DL-701, fue el reemplazo para el popular modelo RS-3 (de 1600 HP) y fue el primer modelo en salir con el nuevo motor 251. El nuevo motor diesel para este modelo era de 12 cilindros en V turbo sobrealimentado y 1.800 HP de potencia, siendo el mismo que equipa a las RSD-16. También fue la respuesta de ALCO para competir con la GP9 de EMD, siendo lo suficientemente versátil como para correr trenes de carga como de pasajeros y maniobras. Tiene prácticamente las mismas dimensiones que la RSD-16, pero pesa 117,933 kgs contra los 108.059 kgs de la RSD-16. En tanto que la RSD-12 también tenía las mismas dimensiones de la RS-11, pero era más pesada: 163.293 kgs. Extracto de la Información general del Manual de Operación de las RS-11/RSD-12 RSD-12 RSD-12 Diagrama de ubicación de sus componentes Las únicas en el mundo. Argentina tiene el raro récord de tener los únicos exponentes de RSD-16 en servicio regular en el planeta y en la historia. Compartían el mismo catalogo con las FPD-7 diseñadas y vendidas por ALCO pero fabricadas por Montreal Locomotive Works de Canadá, sus primas hermanas ´´carbody´´, incomodas como ellas solas para muchas tareas ferroviarias en las que una ´´road-switcher´´ como las RSD-16 o ALCO USA para los conocidos, salen airosas y favoritas (privilegio que se ganaron en el San Martín hasta en tiempos del BAP y ALL). Las FPD-7 se vendieron bastante y en varios países, como España, Perú, Grecia, Pakistán, Australia, etc, mientras que las RSD sólo en nuestro país. Uno se preguntará como pudo ser más exitosa una locomotora con una trompa enorme en el frente y sin pasillos contra una ´´road switcher´´ que es mucho más cómoda y versátil para todo tipo de maniobra y trafico. La RSD-16 tenía todas las de ganar operativamente hablando, pero las perdía todas por su enorme volumen, y ahí es donde la MLW saca ventaja con su tamaño relativamente menor. La primera es muy alta para muchos gálibos en el mundo y ese mínimo gran detalle le tiro todas las chances de conquistar al mundo (aunque en Brasil sí podrían haber cabido, pero no encargaron ni una sola). Las segundas no son más livianas ni más cortas, pero sí más bajas (de hecho tiene el alto de una RSD-35); además la ofrecieron con opción de segunda cabina en el otro extremo como para salvar la limitación de la cabina única. Encima mecánicamente y eléctricamente son prácticamente idénticas a las RSD-16. Así de simple es como la canadiense le termina robando la posta mundial a la norteamericana. FICHA TÉCNICA RSD-16 (Recopilación técnica) TIPO DE LOCOMOTORA: CARGA Y PASAJEROS PESO: 108.059 Kgs ALTO SOBRE CONDUCTO DE ESCAPE: 4.445 Mts ANCHO, ENTRE PASAMANOS: 3.089 Mts LONGITUD, ENTRE PLATOS DE PARAGOLPES: 17.088 Mts POTENCIA PARA LA TRACCION: 1.800 HP VELOCIDAD MAXIMA 122 Km/h CAPACIDAD DE LOS DEPOSITOS COMBUSTIBLE: 5.678 Lts AGUA DE REFRIGERACION: 985 Lts ACEITE LUBRICANTE (CARTER) MOTOR DIESEL: 757 Lts MOTOR DIESEL MARCA: ALCO 251-B TIPO: CICLO DE CUATRO TIEMPOS SOBREALIMENTADO CANTIDAD DE CILINDROS: 12 EN ´´V´´ A 45 GRADOS CILINDRADA POR CILINDRO: DIAMETRO CILINDRO: 229 mm CARRERA DEL PISTON: 267 mm VELOCIDAD EN VACIO: 400 RPM VELOCIDAD MAXIMA (de régimen): 1000 RPM RELACION DE COMPRESION: 12,5 a 1 POTENCIA MAXIMA INDICADA: 1950 HP SISTEMA DE ARRANQUE: Generador principal PESO DEL MOTOR DIESEL: GENERADOR PRINCIPAL MARCA: GENERAL ELECTRIC MODELO: 5-GT 581-C1 VOLTAJE C.C.: NOMINAL: 600 V POTENCIA: 1325 Kw MOTORES DE TRACCION MARCA: GENERAL ELECTRIC MODELO: 5-GE 761-A1 CANTIDAD: 6 POTENCIA: 180 Kw REFRIGERACION: VENTILACION FORZADA EQUIPO DE FRENO MARCA: WESTINGHOUSE TIPO: 26- SLAV BOGIE MODELO: UNIVERSAL BASTIDOR: ACERO FUNDIDO ORIENTACION MOTORES: EN UN SOLO SENTIDO CANTIDAD DE EJES: 3 RUEDAS: DIAMETRO: 1.016 MM CILINDROS DE FRENO: 6 (POR CADA BOGIE) RSD-16 - Diagrama de ubicación de sus componentes Los bogies Foto de Federico Illenzeer Son los llamados Universales ALCO por ser diseñados para modelos de exportación. Similares a los ´´domésticos´´ pero más livianos. Su estructura está formada básicamente por los dos bastidores, cuatro barras ecualizadoras (cuello de cisne), suspensión combinada compuesta por dos paquetes de elásticos a ballesta y cuatro resortes helicoidales dobles. Foto extraida de expresobsastucuman.com.ar Este diseño le da una muy buena suspensión junto con una buena absorción de los golpes de vía. El motor 251 Hablaré un poco a grandes rasgos de este noble motor que no sólo ha equipado a locomotoras sino que también ha tenido y tiene aplicaciones marítimas como motor de barcos y hasta como motores estacionarios para generadores de energía. Fue construido por ALCO y aprobado para las pruebas de Laboratorio, en 1951, y de allí su identificación como Modelo 251. La idea de este diseño surge en 1949 por la necesidad de mejorar la competitividad del motor ALCO Modelo 244 producido desde el año 1946. Es un motor de 4 tiempos sobrealimentado con un turbo sobre alimentador. Y estuvo listo para el año 1955. Montandole el motor en Talleres Mendoza link: https://www.youtube.com/watch?v=7HcswBGJWbk Su block está construido mediante soldadura en vez de ser una pieza de fundición, lo cual trae como resultado un motor más liviano, con mayor rigidez y facilidad de reparación. Este está anclado al bastidor de la locomotora en cuatro puntos, minimizando así las vibraciones del motor a la locomotora. Con este sistema de anclaje el generador principal está vinculado al motor en voladizo, con el eje del generador alineado y fijado sólidamente al cigüeñal, sostenido en su otro extremo por un cojinete montado en la estructura del generador principal. El turbosobrealimentador El turbo del 251 posee un intercambiador de calor (post enfriador) utilizando agua. El propósito del intercambiador de calor era el de enfriar el aire de salida del turbo, hacia la admisión del cilindro, para introducir así mayor densidad de aire al motor, incrementando la eficiencia de la combustión lo cual redunda en un mayor rendimiento de potencia del motor. Interior del turbo Compresor y sistema de frenos La RSD-16, al operar en trocha ancha, vino de fábrica con un equipo de freno de aire y vacio. Su compresor de 6 cilindros opera con la mitad de los cilindros para aire y la otra para vacio. Los seis cilindros funcionan al mismo tiempo pero trabajan de manera distinta. Los cilindros compresores toman aire de la atmosfera y lo comprimen en depósitos para el frenado de la locomotora o bien en la actualidad también para el freno de los vagones de carga; recordemos que antes de las privatizaciones los vagones de carga sólo poseían freno de vacío. Estos tres cilindros, por el contrario no toman aire de la atmosfera, sino que lo succionan de la tubería de vacío de los coches de pasajeros, generando así un vacío en la tubería y el cilindro de vacío. Vista del compresor El equipo de freno Westinghouse por su parte se encuentra debajo de la cabina. La cabina Es una cabina con un pedestal de control clásico de ALCO. La posición de los controles es tal tomando como orden de marcha, o ´´parte delantera´´ de la locomotora, llamada FRONT en Estados Unidos, la trompa larga hacia adelante. De esta manera, si nos colocamos ´´detrás de la máquina´´, observamos que la cabina está del lado izquierdo, con los controles de marcha hacia adelante del conductor y la torreta de frenos detrás. Cabina original Pedestal de control 1-Inversor de marcha 2-Acelerador (controller) 3-Freno independiente 4-Freno automático 5-Indicador de frenos 6-Amperímetro de carga 7-Indicadores del motor diesel 8-Panel de interruptores RSD-16 de ALL. Notar el volante del freno de mano en la trompa corta. Foto de Federico Illenzeer Foto de Juan Ignacio Roncoroni Remotorizaciones En 1978, la 8241 fue reconstruida por FIAT-Marterfer, reemplazando su motor diesel original ALCO 251-B, por un FIAT A-230-12 de 12 cilindros en V turbo-alimentados y una potencia nominal de 2778 HP, estabilizados a 1900, siendo vuelta al motor original a mediados de los 80. En 1980/1981 16 unidades de la línea San Martín fueron remotorizadas con motores 251-C Bombardier (quien por ese entonces tenía los derechos de fabricación del motor) importados de Canadá. No hay mucha diferencia entre este y el 251-C más que el turbo sobrealimentador que le eroga 100 HP para la tracción, básicamente. En Materfer a mediados de 1986, en la planta de Grandes Motores Diesel (GMD) que tenía licencia para fabricarlos, se comenzó a construir el motor 251. Con estos se remotorizaron en talleres ferroviarios varias locomotoras en las líneas Mitre y San Martín. En 1991, Materfer, comenzó un proceso de remotorización junto con GMD que quedó trunco con la privatización, quedando algunas locomotoras a medio terminar dentro de la planta de Materfer. En 2013 Ferroexpreso Pampeano, por su parte remotorizó a la 8479 con un motor General Motors 12-645E. Modificaciones Estas locomotoras han recibido algunas modificaciones a lo largo de su vida. Las más comunes quizá sean las efectuadas por los operadores de carga, que modificaron los compresores para operar con más capacidad de aire comprimido, asi como también recuperaron los receptaculos para acople en multiple. Ya en tiempos de Ferrocarriles Argentinos la 8442 había sido modificada con un cuarto filtro de aire, siguiendo la línea de los tres originales, pero sobre la sección del generador. NCA también efectuó modificaciones en algunas de sus ALCO en el año 2000: MODIFICACIÓN DE LOS RADIADORES: La primera en recibir esta modificación fue la 8264. Se reemplazo el sistema de radiador y persiana original por uno de malla de diseño similar al de la GT22 pero de las dimensiones de la abertura original, pero colocando radiadores de menor tamaño. Esta modificación trajo como resultado prescindir de dos elementos como la persiana y el cilindro operador de esta. Asimismo se anuló también el termostato del sistema de refrigeración, quedando conectado sólo el que gobierna el electroventilador y sus velocidades. REUBICACION DE LOS ARENEROS: Estos se ubicaban debajo de los numeradores, pero NCA los reubicó detrás de las escalerillas de acceso, por lo que debieron modificar los peldaños agregando uno más y ensanchando levemente el miriñaque. APERTURA DE LAS PUERTAS: De fábrica las puertas de la cabina se abren hacia el cuerpo de la locomotora. NCA replanteo esa condición cambiando la apertura hacia afuera, hacia las barandas. TAPAS EN EL ESCAPE: también le coloco una tapa al escape al estilo de las GR12 . NCA también reubico lo receptáculos de acople múltiple sobre el miriñaque en lugar de en la baranda frontal como vinieron de fábrica. 8254 y sus modificaciones. Foto de Diego German Telesa REEMPLAZO DEL PEDESTAL DE CONTROL: reemplazo el pedestal de control original a la 8252 por uno estilo GR12 Ferrobaires procedió a cegarle los numeradores. Ugofe LSM a cargo de los Talleres de Benito Roggio le practico modificaciones a la sala de maquinas dotándola de nuevos respiraderos verticales y los filtros de aire. FEPSA al remotorizar a la 8479 también le coloco un nuevo pedestal de control en reemplazo del original. Icono de la dieselización argentina y emblema de la Línea San Martín. FUENTES Dieseldetailer.com http://en.wikipedia.org/wiki/ALCO_RSD-12 http://es.wikipedia.org/wiki/Locomotora_ALCO_RSD-16 http://en.wikipedia.org/wiki/ALCO_RS-11 Revista MDT TRENES http://www.xbhp.com/talkies/coffee-lounge-off-topic/22652-intro-locomotives-steam-diesel-electric-electric-6.html Revistas TODO TRENES Manual Operativo RS-11/RSD-12
Sin dudas esta versión de DL-535 es una versión fuera de serie; pero primero hay que saber, qué es una DL-535. Para responder esa pregunta primero hay que aclarar que ALCO usaba dos designaciones para sus diseños de locomotoras. Por empezar, cada modelo ALCO es parte de un diseño base denominado Especificación de diseño, del cual se puede desprender uno o más modelos que siguen los lineamientos generales y básicos de la citada especificación. De esta manera nos introducimos en lo que es la Especificación de diseño DL-535. La misma especificación puede tener una letra agregada, que indica más que nada donde fue fabricada, o sea a que filial pertenece, o si fue fabricada por ALCO en los Estados Unidos (pero sólo hasta 1969, año en que cerró sus puertas y todas las especificaciones fueron vendidas a distintas empresas, como Bombardier de Canadá o Varanasi de la india). Tenemos las DL535 a secas, las DL-535A, DL-535B, DL-535S (indica que fue fabricada en Schenectady, la planta de ALCO en New York, pero no siempre se aplica), DL-535M (fabricada en Montreal Locomotive Works -MLW-, la filial canadiense de ALCO), DL535T (fabricadas por Euskalduna de España), etc. Al mismo tiempo tenemos distintos modelos de DL-535, tales como la RSD-30, RSD-39, RSD-35, o las exclusivas de la india, YDM-4. En nuestro caso de comparación tenemos cuatro locomotoras de la misma Especificación de diseño (DL-535, por si quedaban dudas), pero de cuatro fabricantes distintos y sólo una de ellas queda excluida como el modelo de diseño universal que pretendió ALCO con la esta especificación: DL-535 del ferrocarril Belgrano DL-535M, de la línea San Martín DL-535 S/T ex Renfe, ex TBA DL-535 /M, modelo RSD-35 DL-535E (pero sin designación de modelo por parte de Bombardier) del ferrocarril norteamericano White Pass & Yukon y US Gypsum DL-535 /M modelo RSD-35 RSD-35 de la línea Belgrano Aquí tenemos un solo modelo, pero dos Especificaciones de diseño que sólo nos indican la procedencia. Las RSD-35 de la línea Belgrano son DL-535 modelo RSD-35 fabricadas por ALCO en Schenectady, mientras que las DL-535M modelo RSD-35 de la línea San Martín fueron fabricadas por MLW en Montreal, Canadá. RSD-35 ´´Montreal¨ Foto de Hugo Gonzalez Entre estas cuatro máquinas solamente encontraran sutiles diferencias de equipamiento y detalles de necesidades operativas; fuera de eso, son lo mismo. La DL-535, modelo ´´RSD-39¨ Fabricada en parte por ALCO en su planta de Schenectady, para RENFE de España y otra tanda fabricada localmente por la constructora vasca Euskalduna. Son similares a nuestras RSD-35, pero se dice que son RSD-39, aunque oficialmente parece que no (de todas maneras, La Fraternidad las denomina RSD-39 en los cursos de nivelación para los conductores). Estas traen también su particularidad, y es que fueron provistas de una caldera para generar vapor para calefacción de los coches de pasajeros, al mejor estilo norteamericano. Por esta razón el tanque de combustible tiene bastante menos capacidad ya que también debían llevar un depósito de agua para la caldera. De hecho, el tanque entre los dos bogies tiene adosado el depósito de agua con capacidad para 2.650 lts. Sus hermanas compradas por EFEA (la empresa estatal anterior a Ferrocarriles Argentinos) no fueron equipadas con esta opción. Y finalmente la DL-535E Fue fabricada por Bombardier en 1982, consistiendo en cuatro unidades para el ferrocarril norteamericano de trocha 914 mm White Pass y Yukon para el transporte de mineral, especialmente de las minas de Yukón a Skagway. Bombardier (el sucesor de Montreal Locomotive Works) fabricó estas cuatro locomotoras de la especificación DL-535E, pero sin darles una designación de modelo. Estas cuatro máquinas tienen 1300 HP de potencia para la tracción debido a un nuevo turbo mejorado. Con el actual esquema de White Pass & Yukon White Pass & Yukon las denominó internamente como Serie 111. Y la gran particularidad de estas cuatro DL-535 con respecto a TODAS las demás, fue que se las fabricó con un tipo de cabina denominada Cab Wide o Safety Cab, que en criollo podemos llamar ´´cabina ancha´´ o ´´cabina de seguridad´´que ofrece mayor seguridad a los traipulantes en la cabina, además de su peso de casi 100 Tn y sus dimensiones ´´domésticas´´, totalmente alejadas de lo que conocemos de una DL-535 y sus acotadas dimensiones europeas o tercermundistas. En 1982 (el mismo año de su puesta en servicio), la mina de Yukon sufre su cierre, la cual era la que generaba su principal fuente de tráfico. En 1991 se vendieron tres a los EE.UU. a la US Gypsum, un ferrocarril industrial de trocha 914 mm en EE.UU. (en el sur de California), donde dos de ellas todavía hoy siguen operando. La compañía es la mayor distribuidora de paneles de yeso en los Estados Unidos y el mayor fabricante de productos de yeso en América del Norte. Trabajando en el ramal de US Gypsum Noten las dimensiones con respecto de la trocha. Si no fuma no es ALCO Como particularidad, tampoco trajeron el típico bogie ALCO de elásticos de ballesta y las típicas barras ecualizadoras ´´cuellos de cisne´´, sino que fueron equipadas con bogies Dofasco modelo 5650, más parecidos a un GHC de EMD si se quiere. FICHA TÉCNICA COMPARATIVA FUENTES http://drgw.***/WP&YR/Engines/Diesel/Diesel_en.htm http://en.wikipedia.org/wiki/USG_Corporation http://www.railroadforums.com/forum/showthread.php?18170-Bombardier-MLW-DL535E Revista Todo Trenes N° 39 oilelectric.com

La prehistoria de General Motors-Electro Motive Division (GM-EMD) Estados Unidos en la década del 30 A principios de los 30 el ferrocarril en Estados Unidos no era lo que alguna vez fue. El índice de pasajeros por tren había entrado en un declive insostenible, lo que además incrementaba los costos operativos a las compañías. Sin entrar en muchos detalles engorrosos, se pueden enumerar dos factores fundamentales en esta ausencia de pasajeros por ferrocarril: por un lado la crisis financiera que dejó muchos desempleados y por otro el crecimiento de la industria automotriz (de la mano del transporte público en cortas y medias distancias, así como también las familias con auto propio). Por lo cual las compañías ferroviarias tuvieron que pensar como atraer otra vez al público general a los trenes. La solución de Union Pacific Como las demás compañías ferroviarias norteamericanas, UP también se preocupo y decidió idear un tren a la medida de sus necesidades. En 1932 el presidente de Union Pacific, Averell Harriman, fue quien fomentó la idea de desarrollar un "Supertren" experimental que fuera ágil y veloz, liviano, y de estética atractiva. Con grandes líneas y diseño sofisticado, que fuera novedoso y llamativo para los potenciales pasajeros. La premisa era devolverme la eficiencia y rentabilidad a los servicios de pasajeros de la compañía. Union Pacific y EMC A principios de la década de 1930 el ferrocarril Union Pacific junto a Electro Motive Corporation (EMC) se dispusieron a crear el primer tren aerodinámico norteamericano (streamliner) de bajo costo propulsado por un motor de combustión interna y traccionado por medio de motores eléctricos. Esto de buscar un tren innovador no era ninguna rareza por parte de Union Pacific. Esta compañía siempre tuvo la preocupación por la eficiencia e innovando en cuanto al material rodante que adquiría y/o encargaba. En tanto EMC era un nuevo proveedor de material rodante que había comprado a la Electro Motive Engineering Corporation (compañía iniciada como fabricante de coches motores nafteros). Y al hablar de EMC estamos hablando de los inicios del gigante norteamericano en fabricación de locomotoras: EMD, formada luego de haberse fusionado EMC con Winton Engine Corporation en 1941, para ser la división ferroviaria de General Motors; pero eso es otra historia. Y para mayo de 1933, aún antes de que el motor diesel se hubiera perfeccionado, Union Pacific anunció que incorporaría para los servicios de pasajeros, un tren equipado con un motor de combustión interna, el cual movería un generador eléctrico para alimentar motores de tracción para un nuevo tren de tres coches, modernizando así los servicios. El M-10000 de EMC En 1934 estuvo listo el coche motor aerodinámico denominado como M-10000. Pero por ese entonces la EMC era principalmente una organización de mercadeo al punto que no fabricó ninguno de los componentes del M-10000. En el proyecto trabajaron con dos proveedores principales locales, que fueron la Pullman Standard, General Electric y Winton Engine Company, que a su vez era una filial de General Motors. ESPECIFICACIONES Constructor: EMC, Pullman Standard Motor: Winton Engine Co Modelo: 191 Tipo: a kerosene y encendido por chispa Cilindros: 12 en V Potencia: 600 HP Velocidad máxima: 115 km/h Generador y motores de tracción: General Electric Autonomía de combustible: 2000 km Cola del M-10000, en donde se encontraba el buffet En cierto modo, el M-10000 fue revolucionario. Las carrocerías, fabricadas por Pullman Standard, eran de duraluminio (el material de los fuselajes de los aviones). Este duraluminio es una aleación de aluminio originalmente ideado en Alemania, pero desarrollado por la firma estadounidense Alcoa durante la Primera Guerra Mundial. La planta de Pullman Standard fue la factoría, digamos. Allí se ensambló todo el tren, bajo la supervisión de EMC. Naturalmente el diseño se ajustó a la premisa de ser un tren liviano. Entre los tres coches juntos pesaban sólo 77,1 toneladas, tomando en cuenta que el primero era motriz con cabina. Su capacidad era de 106 pasajeros sentados, más 11.339 kg de equipaje y correo. Diagrama general del tren La decoración también fue creada teniendo la comodidad y la eficiencia en mente: la iluminación era del tipo indirecta y de colores pálidos, además de que se le instaló un piso de corcho con el fin de absorber el sonido. Y además contó con equipo de aire acondicionado y buffet en el último coche. El ingeniero de Pullman Standard, Martin P. Blomberg colaboró en el diseño exterior del M-10 000 con sus grandes y características entradas de aire en la trompa. El tren fue pintado de amarillo con techo y partes inferiores de color marrón. Más tarde, el área alrededor de la toma de aire delantera también fue pintada de color amarillo. Líneas divisorias de rojo separaban los colores. El tren completo media 62 mts de largo y era totalmente articulado: el diseño de los bogies articulados fue inspirado por el diseño del ingeniero ferroviario alemán Wilhelm JaCobs (1858-1942), en un estudio llevado a cabo por el ingeniero jefe de la Unión Pacific, A. H. Fetters. Para ahorrar peso, dos coches compartían un bogie común. El único bogie tractivo era el delantero. El M-10000 en Union Pacific El primer equipo fué entregado a Union Pacific el 12 de febrero de 1934. El presidente de la compañía ferroviaria tenía decidido que apenas entrara en servicio el primer equipo, este sería exhibido en un tour para que la mayor cantidad de público posible pudiera apreciar las bondades y novedades de este nuevo tren, con el fin de atraerlos nuevamente a viajar en sus trenes. La gira Averell Harriman quería que el M-10000 fuera visto, en el más estricto sentido de la frase. Por eso idea una gira por el pais. Hasta un locutor de la emisora NBC estuvo en este y lo describió en tono reverente a su audiencia de la radio. Harriman lo exhibió en todo el Medio Oeste. Entonces, en medio de la Gran Depresión, Harriman envió el tren en una gira de 12 semanas de costa a costa. La primera parada: Washington, DC, donde el presidente Roosevelt disfrutó de un tour personal a bordo del tren antes de que partiera, dirigiéndose hacia el oeste por vías del Pennsylvania Railroad. Al final de la gira, el M-10000 había cubierto unos 21,000 kms a través de 14 ferrocarriles en 22 estados, por lo que hubo decenas de paradas para permitir poder subir a bordo. A todas partes que llegó atrajo a multitudes y atención de la prensa, recibiendo casi 1.000.000 de visitantes; los cuales podían apreciar in situ, a bordo, todas las cualidades de confort del nuevo tren. Y sin dudas el M-10000 tuvo éxito en su objetivo de ayudar a reinventar y modernizar el tren de pasajeros en la imaginación popular de la época de la ´´Depresión de América´´. Sin embargo, poco tiempo después fue eclipsado por el Pioneer Zephyr de Budd Company operado por Burlington Route. El M-10000 junto al Zephir Y más tarde, incluso, muchos otros Streamliners inspirados en el M-10000 se desarrollaron rápidamente, y dentro de los siguientes 15 años los más importantes ferrocarriles americanos tenían un tren "aerodinámico" de algún tipo. El servicio regular Horarios Tras el gran éxito del M-10000 en la gira por el pais, Union Pacific agregó nueve streamliners más a su flota durante los siguientes siete años. El M-10000 fue finalmente nombrado por Union Pacific como Ciudad de Salina en referencia a la ruta a la que fue afectado: Kansas City-Salina. Pero sin embargo, no duro demasiado en servicio y fue desafectado del servicio a principios de 1940 y desguazado para ser utilizado en materiales para la guerra. No hay mucha información de su performance rutinaria, pero se describe que el M-10000 tenía varios defectos fatales. "Si bien visualmente era atractivo y capaz de funcionar a velocidades rápidas, quedaba en desventaja frente al Zephyr en términos de tecnología de última generación", señala el historiador Marcos Reutter. "El Zephyr utilizó el primer motor diesel precursor de todas las locomotoras modernas, mientras que el M-10000 utilizaba un motor de kerosene bastante menos eficiente. Y también hay que señalar que la construcción de acero inoxidable del Zephyr era perfecta para los viajes en tren a mayores velocidades, mientras que el revestimiento de aluminio del M-10000 resultó problemático. " Pero a pesar de que siempre fue tecnológicamente ´´imperfecto´´, el M-10000 había logrado la meta de Harriman de revivir las fortunas de su compañía, y también le había inyectado emoción y el glamour a los viajes en tren. FUENTES http://en.wikipedia.org/wiki/M-10000 http://www.pbs.org/wgbh/americanexperience/features/general-article/streamliners-m10000/ http://streamlinermemories.info/?p=1 (fotos) http://up150.com/timeline/m-10000 (fotos) http://www.oil-electric.com/2012/03/rail-quiz-7-solution-city-streamliners.html
Foto de Pedro pablo Lacoste Esta locomotora ha de ser sin dudas la más conocida por los aficionados debido a su fama de locomotora noble. Es la más popular, la que se ve casi por todas partes. La podemos encontrar con largos operativos cerealeros, corriendo trenes de bobinas, contenedores, piedra, carbón, etc. También se ha ganado el aprecio del aficionado promedio al ser LA locomotora indiscutida para trenes de pasajeros de larga distancia, debido a su alta potencia y aceleración tirando de importantes trenes expresos; sin mencionar que puede llegar a los 140 km/h, aunque oficialmente corrían a unos 120 km/h. Y como si le faltara algo, las vemos a diario en los servicios locales de pasajeros en la línea Roca y San Martín, reafirmando su poder de aceleración y que es versátil para cualquier servicio. La locomotora GT22 de GM-EMD llega al país en el año 1972 pero ya estaban en el catalogo de GM desde hacía un año antes, o sea 1971; que dicho sea de paso es el año justamente en el que fueron encargadas. Se trata de un producto de exportación perteneciente a la familia de la serie GT equipada con el motor GM 645, en este caso equipado con un turbo. Sigue de este modo todos los lineamientos de una locomotora para ofrecer fuera de Norteamérica (Estados Unidos, Canadá y México). En esa época los fabricantes norteamericanos construían los llamados modelos ´´domésticos´´ de uso en USA, Canadá y México (así como en Brasil), pero que no encajaban con la infraestructura del resto del mundo y sobre todo de los países subdesarrollado o en desarrollo, así como en los gálibos europeos. Ante esta dificultad, apelaron a reducir las dimensiones y el peso del concepto y así surgen los modelos de exportación, mucho más chicos y livianos, pero con la misma potencia (aunque relegando ciertos factores como el esfuerzo tractivo al ser más livianas y ciertas comodidades operativas como cabinas más chicas y peldaños en lugar de escalones en el acceso a la locomotora, por ejemplo). Así es como en Argentina tenemos las GT22CW que es un equivalente de la SD39 ´´doméstica´´. En este post no pienso centrarme en su historia, ya que muchos en internet lo han hecho, lo hacen e incluso revistas especializadas lo han publicado y no quiere redundar en temas harto conocidos de su ´´biografía´´. El foco estará puesto en su cuestión técnica más que nada. Pero aclaro que solo me ocuparé de las de trocha ancha que circulan en nuestro país. ¿QUÉ SIGNIFICA GT22? G: Indica que posee sólo una cabina de conducción T: Motor diesel equipado con turbo 2: El primer 2 indica la serie del modelo 2: El segundo 2 indica el último digito de la abreviación de la cantidad de cilindros (12) Y estas designan las diferentes versiones de GT22: C: Bogies de 3 ejes motrices W: Trocha de trocha ancha a standard U: Para trocha angosta H: Equipadas con HEP (Head End Power), un grupo electrógeno independiente para alimentar coches de pasajeros L: Bastidor alivianado CON USTEDES, LA GT22CW Foto de Ariel Pascuali Con sus 2.475 HP brutos de potencia la GT22CW fue en su momento y hasta muchos años después (hasta la llegada de las GP40 de Minera Alumbrera) la locomotora más potente que operaba Ferrocarriles Argentinos junto con las RSD-16 y Las FPD-7 (1800 HP ambas). Fueron muy eficientes en todo servicio. Su diseño de carrocería es del tipo ´´road switcher´´ o ´´hood´´ con pasillos a cada lado del capot en ambas trompas. Este tipo de locomotora responde a una necesidad de versatilidad operativa y de conducción ya implementada desde los años 50 como norma. En este diseño la cabina se encuentra desplazada hacia uno de los extremos quedando una trompa larga y otra corta. LA CABINA DE CONDUCCION Su cabina es funcional hacia ambos sentidos de circulación. En su interior hay un pedestal de control (se puede pedir con dos también) instalado de manera tal que el maquinista solo debe posicionarse girando su asiento hacia la dirección de la marcha, siendo sus controles plenamente operables en cualquiera de los dos sentidos. Y como toda locomotora diesel eléctrica su operación es totalmente unipersonal, es decir que solo requiere de una persona para conducirla. Cabina Foto de Juan Enrique Gilardi PEDESTAL DE CONTROL Foto de Juan Enrique Gilardi 1- Manija del acelerador (controller) 2- Manija del inversor de marcha 3- Manija del freno independiente 4- Manija del freno automático 5- Válvula de los arenadores 6- Manómetro y vacuómetro de frenos 7- Amperímetro de carga y luces de advertencia 8- Panel de interruptores de luces 9-Luces indicadoras de advertencia Como toda locomotora norteamericana contemporánea su diseño se acoge a las normas AAR (Association of American Railroad), que son una serie de normas estandarizadas (al estilo NEFA de FA) que establecen, entre muchas otras cuestiones, lineamientos técnicos para que todo modelo de locomotora que se diseñe bajo estas normas pueda funcionar junto con otro diseño bajo normas AAR sin importar el fabricante, por ejemplo; de ahí que una GT22 puede trabajar en múltiple con una RSD-16 o una U13 sin realizar ningún tipo de modificación al diseño de ninguna de ellas. DIAGRAMA DE UBICACIÓN DE SUS COMPONENTES FICHA TÉCNICA (Memoria Descriptiva de Locomotoras General Motors del Ferrocarril General Mitre) TIPO DE LOCOMOTORA: CARGA Y PASAJEROS PESO CON DOS TERCIOS DE SUMA VARIABLE: 107.760 Kgs ALTO SOBRE CONDUCTO DE ESCAPE: 4.030 Mts ANCHO, ENTRE PASAMANOS: 3.140 Mts LONGITUD, ENTRE PLATOS DE PARAGOLPES: 18.524 Mts POTENCIA PARA LA TRACCION: 2.250 HP VELOCIDAD MAXIMA (REL. DE ENGRANAJES 58:19) 140 Km/h VELOCIDAD MINIMA A PLENA POTENCIA (CONTINUA): 26.4 Km/h CAPACIDAD DE LOS DEPOSITOS COMBUSTIBLE: 6.056 Lts AGUA DE REFRIGERACION: 681.3 Lts ACEITE LUBRICANTE (CARTER) MOTOR DIESEL: 625 Lts ARENEROS (4 DEPOSITOS): 0.25 Mts3 MOTOR DIESEL MARCA: GENERAL MOTORS MODELO 645 E.3 TIPO: CICLO DE DOS TIEMPOS SOBREALIMENTADO A TRAVES DE LUMBRERAS EN EL CILINDRO CANTIDAD DE CILINDROS: 12 EN ´´V´´ A 45 GRADOS CILINDRADA POR CILINDRO: 645 Pulg.3 DIAMETRO CILINDRO: 230 mm CARRERA DEL PISTON: 254 mm VELOCIDAD DE ARRANQUE: 50-75 RPM VELOCIDAD EN VACIO: 315 RPM VELOCIDAD MAXIMA (de régimen) : 900 RPM RELACION DE COMPRESION: 14.5 a 1 ORDEN DE ENCENDIDO: 1-12-7-4-3-10-9-5-2-11-8-6 ROTACION, VISTO EXTREMO BALANC ARMONICO: ANTIHORARIO POTENCIA MAXIMA INDICADA: 2475 HP GOBERNADOR WOODWARD ELECTRO HIDRAULICO TIPO: PG SISTEMA DE ENFRIAMIENTO: A PRESION SISTEMA DE ARRANQUE: DOS MOTORES ELECTRICOS PESO DEL MOTOR DIESEL: 12.394 Kgs GENERADOR PRINCIPAL (tracción y acoplado) MODELO BLOCK: AR 10 F1 – D.14 ALTERNADOR DE TRACCION: AR 10 F1 NUMERO DE POLOS: 10 FRECUENCIA A 900 RPM: 75 Hz SALIDA DE C.C. RECTIFICADA POR UN CONJUNTO RECTIFICADOR INTEGRAL DE ESTADO SOLIDO VOLTAJE C.C.: NOMINAL: 600 V MAXIMO: 1245 V RANGO DE CORRIENTE MAXIMA CONTINUA: 4000 A ALTERNADO ACOPLADO: D14 VOLTAJE NOMINAL C.A.: 215 V NUMERO DE POLOS: 16 FRECUENCIA A 900 RPM: 120Hz GENERADOR AUXILIAR VOLTAJE: 74 V RANGO: 10KW MOTORES DE TRACCION MODELO: D75 CANTIDAD: 6 TIPO: ARROLLAMIENTO SERIE – EJE SUSPENDIDO- SUSPENSION EN TRES PUNTOS (SUSP. DE NARIZ) AMPERAJE – RANGO: CONTINUO: 800 A 1 HORA: 818 A ½ HORA: 840 AMP ¼ HORA: 880 A REFRIGERACION: VENTILACION FORZADA PESO DEL MOTOR DE TRACCION: 2708 Kgs EQUIPO DE FRENO MARCA: WESTINGHOUSE TIPO: 26LAV COMPRESOR EXHAUSTOR MODELO: WXOV MARCA: GARDNER-DENVER CAUDAL A 900 RPM: CILINDRADA DE AIRE: 7.19 Mts3 CILINDRADA DE VACIO: 3.77 Mts3 NUMERO DE CILINDROS DE BAJA PRESION: 2 DE ALTA PRESION: 1 DE EXHAUSTOR: 3 TIPO DE ACOPLE: DIRECTO CIGÜEÑAL MOTOR DIESEL BOGIE MODELO: GHC BASTIDOR: ACERO FUNDIDO ORIENTACION MOTORES: EN UN SOLO SENTIDO CANTIDAD DE EJES: 3 RUEDAS: DIAMETRO: 1.016 MM ESPESOR LLANTA: 64 MM CILINDROS DE FRENO: 4 (POR CADA BOGIE) Como la ficha técnica lo dice, la GT22CW es una locomotora apta tanto como para servicios de carga como de pasajeros. Es una locomotora del tipo mixta. Su cualidad como carguera está respaldada en su alto esfuerzo tractivo. Su esfuerzo de tracción inicial (cuando parte del reposo) es de 21.000 kgs y de 21.050 el esfuerzo continuo, que es cuando ya rompió la inercia y está en plena tracción. Y su virtud para el servicio de pasajeros es su velocidad máxima de 140kmh, sumado a la excelente aceleración producto del ya mencionado esfuerzo de tracción inicial. MOTOR DIESEL Y TURBO MOTOR DIESEL Motor 645 de la GT22 (lado generador, o sea trompa corta) Foto de Ariel Pascuali De su motor diesel podemos mencionar algunas cosas: La denominación 645 describe la cilindrada de cada cilindro en pulgadas cúbicas. Por lo tanto, 645 pulgadas cúbicas resultan en 10,560 litros de cilindrada por cada cilindro, si hacemos la cuenta la cilindrada total del motor 645 de 12 cilindros no da 126,720 litros. Se dice que su consumo en trenes de la zona local es de entre 2 y 2.5 litros por kilometro, y de 3 a 4 con servicios de carga del orden de las 2000 tn, como para darnos una idea, sin entrar en detalles de tonelajes específicos y demás detalles. Lo que marca la diferencia entre este y el de las G22 es que está equipado con un turbo marca Allison para sobrealimentar los cilindros en lugar de los sopladores roots de las G22. Esta diferencia es lo que hace que la G22 sea más estruendosa que la GT. En la primera el sonido sale sin obstáculos mientras que en la segunda primero pasa por los alabes del turbo con ese característico silbido. La razón por la cual este motor debe llevar soplador o turbo es porque la admisión la hace a través de lumbreras en el cilindro (similar a las de los ciclomotores) cuando el pistón desciende al expandirse una vez que se quemo el gas oil comprimido antes. Tanto el soplador roots como el turbo ayudan a ingresar aire por esas lumbreras. Luego el escape se hace en la cabeza del cilindro por medio de 4 válvulas al mismo tiempo que el cilindro en el ascenso comprime el aire de admisión empujando a los gases quemados. El motor está acoplado al resto de los componentes directamente por el cigüeñal o un tren de engranajes, no habiendo correa alguna en un motor GM. EL TURBO El turbo se aplica en busca de mayor rendimiento mecánico. El mismo funciona utilizando la energía de los gases de escape. Para aumentar la potencia del motor entregando más combustible a este, es necesario también aumentar proporcionalmente el aire de admisión. Al ser suministrado éste a presión mayor que la natural, la compresión aumenta y se logra así la combustión de una mayor cantidad de combustible. Es impulsado a través de engranajes posteriores, por medio de un embrague ubicado en su eje, el cual se desacopla de la transmisión mecánica y comienza a ser movido por los gases de escape cuando el motor llega al 75% de la carga plena. Está compuesto por dos cámaras: la impulsora, por donde pasan los gases de escape, y la compresora, por donde pasa el aire limpio hacia los cilindros. El turbo especifico del motor 645 E3 es marca Allison. A plena carga, sus revoluciones oscilan entre las 22.000 y 24.000 RPM, siendo las máximas limitadas a 27.000 RPM. Este dispositivo entrega aproximadamente un tercio más de potencia que los sopladores roots. Otra característica del turbo es que es más caro de mantener y reemplazar y solo es justificable por el aumento de potencia que le da al motor en comparación con los sopladores roots. La G22 con el mismo motor llega a 1650 HP máximos y la GT22 a 2475 HP, sumándole 825 HP, casi 1000 HP mas; y si tomamos las potencias de tracción de las G22 y las GT22, que son 1500 y 2245 HP respectivamente, nos da 754 HP mas con turbo e igual cantidad de cilindros y con el mismo diámetro de cilindro y carrera del pistón. COMPRESOR Y SISTEMA DE FRENOS En cuanto a su sistema de freno, funciona con aire y vacío. Para alimentar al sistema de aire y vacío posee un compresor-exhaustor. Tiene seis cilindros, de los cuales 3 son los encargados de generar vacio en la cañería de freno de los coches de pasajeros y los otros tres para el sistema de aire comprimido. Los tres cilindros de aire comprimen aire de la atmosfera y lo envían por cañería a los depósitos de aire comprimido para los frenos y bocinas. Los tres cilindros exhaustores funcionan de manera inversa que los cilindros de aire, de modo tal que en lugar de comprimir succionan el aire que haya en la cañería de frenos de los coches y así producir el vacio en la misma. No obstante esos tres cilindros de vacio con una modificación pueden convertirse en compresores. Foto de Juan Enrique Gilardi FILTRO INERCIAL DE AIRE Estos son filtros primarios para el aire de admisión del motor. Hay un filtro en cada lado de la trompa larga, justo detrás de la cabina, por encima del compartimiento del generador. El aire circula a través de estos filtros a través de unas aberturas cónicas. A medida que el aire alcanza la parte posterior del filtro se ve obligado a cambiar de dirección. Como el aire cambia rápidamente de dirección, gran parte de la suciedad, el polvo y objetos extraños caen a la parte inferior del filtro. Entre los dos filtros hay un soplador inercial montado debajo de la tapa de inercia que está conectado a cada filtro y succiona las mayor cantidad de partículas de suciedad y objetos extraños hacia afuera y los expulsa a través de una rejilla. El aire limpio se extrae a continuación a través de un conjunto de filtros secundarios antes de ingresar al turbo. Ubicación del filtro inercial y sopladores SISTEMA DE ARRANQUE Otra característica en la GT22CW es su modo de arranque. Normalmente las locomotoras, incluyendo las G22, arrancan de la siguiente manera: El motor diesel se arranca por medio del generador principal, el cual está acoplado directamente al motor, y actúa transitoriamente como motor de arranque. Las baterías suministran la corriente eléctrica necesaria para girar el generador y arrancar el motor. En el caso de la GT22, el generador principal sigue estando acoplado directamente al motor diesel, eso no ha cambiado. Lo que cambio es que el generador principal ya no actúa de motor de arranque transitorio, sino que el motor 645 E3 utiliza dos motores de arranque a modo de burros. Foto de Ariel Pascuali BOGIES Al igual que las G22, ya no trajeron el clásico bogie Flexicoil. GM había dejado de producir el Flexicoil, dando lugar al nuevo GHC, que es una variación para exportación (de ahí la G en la designación, que indica esta característica) del bogie HTC de uso ´´doméstico´´. Este bogie es de la familia de los llamados bogies de alta adherencia. Externamente, un bogie GHC se parece bastante al anterior bogie Flexicoil, pero diferenciándose por el puntal, y la colada, que en el Flexicoil presenta dos agujeros entre los ejes, mientras que el GHC tiene tres, además de que lleva un amortiguador hidráulico en el eje central. GABINETE ELECTRICO PRINCIPAL EL TABLERO En la parte eléctrica las locomotoras GT22 de la primera serie eran similares a las G22, hablando del tablero, hasta que en 1988 ASTARSA fabricó una última tanda de locomotoras con una mejora de GM. Frente del gabinete eléctrico de un tablero de una GT22CW de NCA made in La Grange, Illinois, Foto de Federico Eilenzeer Vista del interior (similar) de un tablero estilo al de las GT22 Foto extraida de gn441.com El tablero de una GT22 lleno de cables paso en 1988 a ser del diseño Dash 2, lo que le dio un aspecto prolijo al tablero, además de darle funcionalidad a la hora del mantenimiento o reparaciones. Frente del gabinete eléctrico y vista del Panel de Control de una GT22CW -2 de Ferrobaires, fabricada por ASTARSA Foto de Cristian Ariel Ausili Interior de un tablero Dash 2 A la última tanda de 27 locomotoras se las denominó ´´modulares´´ y designadas como GT22CW-2. ¿Por qué -2? Esto es una innovación de GM llamada Dash 2 en lo que respecta a la estructura eléctrica de la maquina y más precisamente a lo que respecta el gabinete de control. Todos los modelos anteriores conservan las especificaciones básicas en términos generales, pero se introducen una serie de mejoras en los sistemas internos de la locomotora, específicamente en los sistemas eléctricos. Estos nuevos tableros mejoraron la disponibilidad, eficiencia y simplificación en el mantenimiento. Detalle de los módulos La mejora más sustancial del gabinete de control eléctrico modular, es que permite el mantenimiento reemplazando las unidades eléctricas llamadas módulos y el uso de partes comunes, simplificando las tareas de reparaciones y disminuyendo el tiempo que las locomotoras se encuentran detenidas en el taller. Más allá de esta mejora eléctrica y de mantenimiento, estas 27 GT22CW-2 son prácticamente idénticas a las primeras GT22CW llegadas en 1972. No tienen ni más ni menos potencia ni ninguna modificación mecánica. También son Dash 2 las GT22 que llegaron en 1997 para Metropolitano y fabricadas en Canadá. Otro cambio en las Dash 2 es el motor de tracción que ahora es el modelo D77. GT22CW-2 canadiense de Metropiltano en Linea San Martín Foto de Pedro pablo Lacoste Y por ultimo tenemos a las GT22CW-3 reconstruida por Tracfer para Ugofe LSM en 2011. Estas son Dash 3 con una tecnología que va más allá de ser solo un tablero eléctrico, sino ofrecer una gama total de controles de la locomotora, desde el generador, el motor diesel y las condiciones de esfuerzo de tracción y patinaje. Cuentan con un tablero totalmente moderno de control electrónico N-Force de NRE. Este sistema se caracteriza por eliminar fallas eléctricas y corregir los inconvenientes de tracción en tiempo real, enviando sólo la corriente necesaria a los motores de tracción; reduciendo el desgaste de los componentes mecánicos y eléctricos y optimizando la potencia. Mecánicamente no traen ninguna diferencia sustancial (al igual que las demás series de GT22CW), siendo otra vez solo una mejora eléctrica para optimizar la eficiencia aplicando la electrónica y la tecnología de microprocesadores. A continuación, características principales del sistema Nforce. GT22CW-3 de Ugofe LSM SISTEMA DE CONTROL DE TRACCIÓN CARACTERISTICAS PRINCIPALES El sistema de control de tracción NFORCE para locomotoras está basado en un microprocesador electrónico. Transductor de Corriente. Este sensor es usado para monitorear las corrientes eléctricas de la locomotora (campo del generador, resistencias del freno dinámico, generador principal y motores de tracción). Transductor de Voltaje. Este sensor es usado para monitorear los voltajes de la locomotora (generador principal y motor de tracción). Sensor de Presión de tanque principal de aire (MR). Este sensor es usado para monitorear la presión en el tanque principal de aire (MR) de la locomotora. Sensor de Velocidad de Eje. Es un sensor de la velocidad de rotación del eje de la rueda de la locomotora. Se usa como un segundo chequeo para el control de patinaje. También proporciona información para determinar la distancia recorrida. Sensor de agua del motor y temperatura de aceite. Sensor de temperatura ambiente del aire. Este sensor mide la temperatura ambiente del aire y va instalado en el ducto de aire de enfriamiento de motores de tracción. Módulo de Control de Potencia. Módulo electrónico de control, basado en el estado ON/OFF de ciertas señales de control del acople en múltiple, regula la velocidad del motor y la corriente y voltaje de salida del generador principal. Las señales usadas para el patinaje de las ruedas, voltajes y corrientes eléctricas, y posición del regulador de carga, controla la corriente de campo del generador principal y la potencia de salida del motor y del generador principal. Patinaje de la Rueda y Control del Arrastre. El sistema de control utiliza las señales de velocidad, corriente y voltaje de los motores de tracción y del generador principal. Si un eje acelera o desacelera demasiado rápido, la excitación del generador principal se reduce lo suficiente como para controlar el patinaje de la rueda, proveyendo un mayor esfuerzo tractivo que las condiciones del riel permita. Como se puede apreciar, la GT22CW no ha necesitado ningún tipo de mejora mecánica sustancial en sus 42 años desde que fue diseñada. Sólo se le han hecho mejoras al sistema eléctrico optimizándola y haciendo más eficiente aun al diseño. Sin embargo, hay que remarcar que dichas mejoras eléctricas fueron impuestas, sin que estas hayan sido necesarias porque el diseño eléctrico original fuera malo o susceptible a fallas importantes. De hecho hay locomotoras d 1972 aun corriendo sin ningún tipo de problema con su diseño eléctrico original. FUENTES http://misdiasenlavia1.blogspot.com.ar/2011/12/ugofe-lsm-informa.html http://en.wikipedia.org/wiki/EMD_GT22_Series Revista Todo trenes Memorias descriptivas locomotoras general motors GT22CW del Ferrocarril General Mitre Recopilaciones personales Rieles.com

El durmiente es parte fundamental de la estructura férrea, la llamada enrieladura. Esta pieza de la infraestructura es la encargada de mantener el paralelismo de los rieles, conservando así la trocha, además de ser el encargado de soportar las fuerzas ejercidas por el paso de los trenes y transmitirlas de forma atenuada al balasto. No sólo debe mantener el paralelismo, transmitir fuerzas y soportar peso, sino que también mantener correctamente la inclinación de los rieles, fijado de forma directa o indirecta, a través de silletas donde se apoyan los rieles y son sujetos por medio de distintos elementos, ya sean clavos, tirafondos o clips elásticos. Los hay y hubo de varios tipos: de piedra, metálicos (de fundición, de acero laminado y de acero huecos), de madera, de hormigón, y hasta en los últimos tiempos, de compuesto plástico. DURMIENTE DE BLOQUES DE PIEDRA Este es el tipo de durmiente más viejo y fue el utilizado en el primer ferrocarril (de Liverpool a Manchester y tirado por caballos) y no eran más que simples trozos de piedra que se colocaban equidistantes debajo de un riel (de primitivo diseño obviamente) sin nigún tipo de vinculación con el de al lado. Una ventaja de este método era que permitía a los caballos correr entre los dos rieles sin el riesgo de tropezar. Pero con el uso de trenes con locomotoras y cada vez más pesadas, se encontró que era difícil mantener el tendido correctamente alineado. DURMIENTES GRAAVE, O TORTUGAS Los durmientes tipo Graave fueron inventados por el ingeniero Graave y presentados en una exposición en el año 1851. El diseño del durmiente se basa en la siguiente descripción: Consiste de un par de casquetes de fundición que llevan en la parte superior un cojinete para sujetar el riel, y estaban unidos entre sí permanentemente, por un fleje de acero para mantener la trocha. Foto extraida del blog archivocaballero Este sistema presenta la ventaja de formar parte del balasto, quedando sólidamente fijado y sin transmitir vibraciones molestas al rodar los trenes sobre estos. Foto extraida del blog archivocaballero En nuestro país fueron utilizados al menos por el Ferrocarril Buenos y Rosario y el Ferrocarril Sud. METÁLICOS LAMINADOS Este es el durmiente quizás menos visto en la vía, pero que si les doy algunos ejemplos, tal vez los reconozcan. Son muy utilizados desde hace mucho tiempo para armar empalizadas de playas o depósitos y hasta como bancos de andén; si mal no recuerdo, creo que en la línea Sarmiento hay algunos como banco en Moreno, Merlo y Castelar. Foto de caccioladesign Los de tipo metálico perfilados utilizados en Argentina (comúnmente llamados barrilones) comenzaron a usarse a mediados del siglo XIX, y sus principales características son: Ajuste perfecto al riel, facilidad de asiento, gran fijación Simplificación de las operaciones Está constituido por un perfil de acero laminado en forma de U invertida, con rebordes que tienen el propósito de hincarse en el balasto (de tierra por supuesto, en el tiempo que estos eran usados, y la vía de Las Flores a Tandil aun conserva bastantes en su traza). Es fijado al riel mediante grampas que se apoyan al patín y son sujetas mediante tuerca y perno. Su constitución y material los hace bastante livianos igualmente, de unos 80 kg cada uno. En todos los casos las fijaciones al riel pueden ser directas, o por intermedio de silletas que tienen por finalidad aumentar la superficie de apoyo del riel y la resistencia a su desplazamiento transversal. A pesar de ser de acero y presentar un perfil de supuesta resistencia, este tipo de durmiente no es apto para vías con mucho tráfico, pesado y de velocidades altas, ya que su desgaste es más prematuro de acuerdo a la circulación sobre el mismo. Esto se debe en gran parte al problema de las sujeciones y la movilidad al paso de los trenes y la vibración transmitida hacia estos, que redunda en un deterioro de las fijaciones si la vía no está bien alineada y los asientos del durmiente y el riel no se encuentran perfectamente firmes. Barrilón con clip elástico (no es argentino) Otros aspectos negativos del barrilón están relacionados con el medio, el confort y la operatividad. En lo que respecta al medio, es vulnerable a las zonas húmedas y presenta una rápida oxidación, así como tampoco es recomendable para zonas cercanas a costas marinas o de salitre. En lo que respecta al confort tiene que ver con la sonoridad que presenta al rodar de los trenes y la repercusión en los pasajeros. Y en lo operativo, al ser conductor eléctrico, se hace muy caro implementar aislaciones para circuitos de señalización automática DURMIENTES DE MADERA Sin importar de qué madera se trate, este durmiente presenta características favorables para su utilización: Tenacidad y elevada elasticidad Facultades para ser clavado, más una relativa facilidad de conservación y reparación Asimismo es altamente resistente a todo tipo de esfuerzos, tanto sean solicitados localmente, como durante un descarrilamiento También admite ligeras deformaciones por flexión en su punto medio sin llegar a partirse Otra de sus grandes ventajas es su alta aislación lo que es fundamental para los circuitos de señalización automática Durmientes nuevos A la fabricación del durmiente de madera, después de cortarlo hay que sumarle el desecado del mismo, el cual puede llevar de cuatro a seis meses. Durante este proceso, en los extremos del durmiente suelen aparecer numerosas grietas que deben ser ajustadas de inmediato con un collar metálico haciendo presión, método llamado zunchado. En cuanto a sus desventajas, tiene varias: Su alta vulnerabilidad ante los factores orgánicos, por lo cual requiere un previo tratamiento químico (normalmente realizado con creosata en tiempos pasados) para así prevenir estas incidencias negativas sobre la vida útil del durmiente de madera previniendo el ataque de insectos y hongos, y esto es indistinto al tipo de madera de la que fuere el durmiente Por otro lado está la desventaja de su alta combustibilidad Otro factor ambiental determinante en su vida útil es la humedad y su falta de impermeabilidad La sequedad extrema es otro factor perjudicial Tratamiento de impregnación Consta de impregnar en el durmiente insecticidas y fungicidas. Se inyectan fácilmente y de forma homogénea en el durmiente. Está claro que los químicos que se utilicen deben ser inocuos tanto para el personal como para los elementos de sujeción de la vía, como ser los tirafondos, clavos, etc. Especificaciones de los durmientes de madera La Especificación FA 7 025 establece lo siguiente: Los durmientes de quebracho colorado, guayacán y urunday deberán cumplir con lo establecido en la Norma IRAM-FA L 95-57: “Los durmientes deberán estar marcados en forma legible con la referencia del obraje mediante procedimiento a fuego o chapa de identificación que reúna las características siguientes: Material: Chapa de aluminio sin alear. Medidas: Disco de 30 mm de diámetro y espesor mínimo de 1 mm. Terminación: Preferentemente bordes redondeados. No deberá presentar rebabas”. Durmientes viejos Otra de las desventajas del durmiente de madera es su recambio. No se puede hacer un recambio de un tramo completo de vía con durmiente de madera debido a que el estado del durmiente varía de uno a otro. Esto hace que el recambio de durmientes sea evaluando durmiente por durmiente su condición, lo que incrementa los gastos de mantenimiento. DURMIENTES DE HORMIGON Si bien este tipo de durmiente data ya desde 1877, durante sus inicios de desarrollo sólo arrojó resultados negativos. Y de ahí en más tuvo su derrotero de ensayos, prueba y error hasta perfeccionarse. Hay dos tipos de durmiente de hormigón armado en Argentina: los monobloque pretensados y los mixtos (o doble bloque o bi-block). Fábrica de durmientes pretensados link: https://www.youtube.com/watch?v=0N3ZqQheXX8 Durmiente bi block o mixto Es el durmiente constituído por dos bloques de hormigón armado que transmiten al balasto la carga aplicada al riel, vinculados por un elemento de unión que provee al conjunto las características estructurales adecuadas. Son los primeros en aparecer en Argentina, en el subte y en la línea Urquiza. La desventaja de estos es que no soportan mucha carga siendo su peso tolerado de 20 tn por eje. Durmiente de hormigón pretensado tipo monobloque Es el durmiente constituído por un elemento de hormigón sometido a tensiones previas de compresión. El esfuerzo de pre compresión del durmiente se obtiene mediante alambres o barras de acero traccionados con la carga correspondiente y que transmiten el esfuerzo ya sea por adherencia, anclaje o una combinación de ambos procedimientos. Su tolerancia de carga por eje es de 22 tn en adelante. Si bien este tipo de durmiente es novedoso en su utilización en nuestro país con esta ola de renovaciones de los últimos años, el Ferrocarril Mitre realizó ya en la década de 1950 ensayos con este tipo de durmiente. Sus ventajas residen en varios puntos Tienen una vida útil de unos 70 años Debido a la homogeneidad de su constitución su elasticidad es permanente en toda su vida útil Su alta estabilidad (su peso es de unos 300 kgs) es ideal para el uso de Riel Largo Soldado En sentido transversal reduce el riesgo al pandeo Ahora en cuanto a sus desventajas, estas se relacionan con su costo. Su peso, beneficioso para la estabilidad, ahora impone inconvenientes en su manipulación, acarreo y traslado, como así su colocación. Presenta más rigidez que el durmiente de madera y una elevada transferencia de vibraciones, por lo cual no debe prescindir de elastómetros intermediarios en el contacto con los rieles, más conocidos como fijaciones elásticas o clips. DURMIENTES DE COMPUESTO PLÁSTICO En los últimos tiempos, se están comenzando a ofrecer y vender a las compañías ferroviarias de todo el mundo durmientes ferroviarios de compuesto plástico, fabricados a partir de resinas de plástico recicladas. Las ventajas Su composición posee un retardante ignifugo Es más resistente que la madera y el concreto, ideal para absorber grandes cargas Son más livianos y fáciles de transportar y colocar que los durmientes de hormigón Su proceso los hace inmunes a los hongos, bacterias e insectos y la humedad Resisten el ataque de cualquier formulación química, y al no pudrirse ni oxidarse se pueden colocar en zonas marítimas o de alto salitre No reciben ni concentran agentes fitosanitarios por ser un material inerte, evita la transmisión de enfermedades y plagas, cumple con las normas FDA para estar en contacto directo con medicamentos y alimentos Posee un sistema el cual lo hace recobrar su forma original después de ser sometidos a golpes, impactos y/o curvaturas El durmiente de compuesto plástico se fabrica hasta de 6 metros de longitud, para utilización en cambios Soportan cargas por eje de hasta 39 tn El durmiente de compuesto plástico frente al de madera No tiene problemas naturales de agrietamiento, rajaduras, pudrición, nudos o fisuras como la madera Los durmientes de madera sufren un rápido deterioro en climas severos La madera es un recurso natural limitado, protegido por muchas leyes conservacionistas Impacto Ambiental Un artículo reciente de la Agencia de Protección Ambiental de los EE.UU. (EPA) declara que el impacto de la utilización de durmientes de compuesto plástico excederá en gran medida el impacto que ha tenido el aluminio reciclado sobre el medio ambiente. El durmiente de compuesto es completamente reciclable e incluso puede venderse como material reciclable luego de su vida útil Fabricación de durmientes de compuesto de plástico link: https://www.youtube.com/watch?v=tkXvCaGXCGE Aplicaciones exitosas del durmiente de compuesto plástico El durmiente de compuesto se ha ofrecido y ha sido utilizado en varios ferrocarriles y estados norteamericanos con éxito: Transporte público de Nueva Orleáns Acerlor Mittal Steel, Warren-Ohio ABC Coke, Tarrant-Alabama Comisión de Transito de Toronto SEPTA (Transporte público de Filadelfia) Transporte público de Chicago Transporte público de New Jersey Los Angeles, California Salt Lake City, Utah Portland, Oregon Seattle, Washington Ferrocarril Nacional de Colombia Durmiente de compuesto plástico frente al de concreto Mayor resistencia a la compresión Mejor aislamiento eléctrico Alta resistencia a la abrasión Mayor resistencia a la flexión Vida útil En algunas regiones donde prevalecen factores ambientales como la humedad, los durmientes de madera se reemplazan con mayor rapidez Por el contrario, en algunas planicies del medio oeste americano, los durmientes de madera duran hasta 25 años Muchos de los durmientes de madera son reemplazados debido a su descomposición, agrandamiento de los agujeros de las fijaciones. Todos estos factores se eliminan con el durmiente de compuesto El durmiente de compuesto tiene una garantía de 50 años Características adicionales de los durmientes de plastico recicaldo Peso semejante al de los durmientes de madera Soportan grande tensiones Mantiene sus propiedades físicas sin deteriorarse Pude ser utilizado junto con durmientes de madera pero no con durmientes de hormigón Utiliza las mismas fijaciones que los durmientes existentes Absorbe vibraciones preservando el material rodante y la geometría de la vía Es totalmente impermeable al agua Resistente a aceites diesel, mineral y grasas Libre de productos químicos tóxicos En caso de descarrilamiento, las características físicas de los durmientes de plástico reciclado presentan el mismo comportamiento que los durmientes de madera. FUENTES http://www.axionintl.com/products-composite-railroad-ties.html http://www.alaf.int.ar/?pag=revista&id=184 Revista todo trenes n° 93 Revista Todo Trenes n° 34 Especificación FA 7 031 Especificación FA 7 030 Especificación FA 7 025 http://archivocaballero.blogspot.com.ar/2009/08/tortugas.html http://en.wikipedia.org/wiki/Railroad_tie

Ya he mencionado en otros posts de mi autoría (Locomotora GT22, Locomotora RSD-16, por ejemplo) que los fabricantes de locomotoras norteamericanos diseñan dos tipos diferentes de locomotoras. Por un lado están los llamados modelos domésticos, que son los de uso en los ferrocarriles norteamericanos, y que por sus dimensiones (altura, longitud y peso) están excedidas para la gran mayoría de los ferrocarriles del resto del mundo; salvo algunos de Australia, Brasil, Chile (Fepasa) que sólo requieren ligeras modificaciones de gálibo(tolerancia de ancho y alto con respecto a la infraestructura, haciendo una muy simple explicación), México y Canadá (que se consideran de gálibo doméstico) y ya podemos dejar de contar casi. Y por otro lado, están los modelos de exportación, que se deben ajustar a los gálibos y pesos por eje de la mayoría de los ferrocarriles del resto del mundo (Américal Latina, Europa, Asia, África). En lo que a GM-EMD (o ElectroMotive en la actualidad) se refiere, los modelos con motor 645 tienen modelos domésticos y de exportación con la misma potencia y componentes, pero con dimensiones distintas. En este caso haré un artículo sobre las ´´hermanas´´ de la GT22, que son su variante doméstica, o mejor dicho, la GT22 es la versión de exportación de sus hermanas domésticas. Hablo de los modelos de las serie 39 de EMD, equipadas con el motor GM 645. GT22 y Serie 39 Poseen el motor diesel 12 645E3, generador de tracción y acoplado AR10-D14 (excepto la SD39 que lleva el D32D como generador de tracción). Recibieron motores de tracción D77 (excepto las primeras GT22 llegadas al país en 1972 que trajeron el D75), y equipo de freno 26L, en el que las GT22 varian siendo LAV para operar con vacío). El resto de las diferencias son meros detalles de gálibo y operativos. Otra diferencia entre estas es que las GP tienen bogie Blomberg de dos ejes y las SD39 el bogie HT-C, siendo solo la SDL39 la que comparten el mismo bogie con la GT22. GP39 de CSX junto dos slugs Para entender de que se tratan estas variantes domesticas debemos saber que significa su designación. GP: General Purpose (Propósito General o lo que acá llamaríamos mixta: carga, pasajeros y maniobras) SD: Special Duty (Servicio Especial, sólo para cargas y altas exigencias de tracción) 3: Serie 9: Designación del modelo Serie GP39 Se trata de una locomotora diesel-eléctrica de 4 ejes construida por General Motors- Electro Motive Division (EMD) entre junio de 1969 y julio de 1970. Corresponde a los modelos de la Serie 39 introducida en 1964 con la presentación del motor 645. Está equipada con un motor 12 645E3 erogando 2300 HP disponibles para la tracción. A pesar de ofrecer 300 HP más de potencia con 12 cilindros y un turbo, la GP39 fue eclipsada por el éxito de la GP38 (2000 HP, motor 645 de 16 cilindros con sopladores roots). De la GP39 sólo vendieron 23 unidades durante toda su producción. El ferrocarril Chesapeake & Ohio compró 20 unidades, el Kennecott Copper 2, y el Atlanta & St. Louis Bay 1 unidad. GP39-2 En realidad, la única diferencia entre estas y las originales es que traen tablero eléctrico modulare Dash 2 (al igual que las GT22 nacionales). Más allá de eso y algún detalle sigue siendo una GP39. Este modelo surge a partir de que el ferrocarril ATSF (Santa Fe) solicitó a EMD una locomotora con turbo de potencia media. La GP39-2 tuvo mejor aceptación en el mercado, ya que se fabricaron 239 unidades. Este éxito es atribuido más que nada al contexto de crísis de combustible que imperaba en los Estados Unidos a mediados de la década del 1970 y el menor combustible consumido por las GP39 en comparación con las GP38, además de un mejor rendimiento en la altura; pero a costa de un mantenimiento más caro por su turbo. FICHA TÉCNICA GP39/GP39-2 NOTA: Los datos de la ficha son comunes a la SErie 39 y la GT22, salvo los datos entre parentesis, que son de la GT22 para compararción con los datos especificos del modelo domestico. TIPO DE LOCOMOTORA: CARGA Y PASAJEROS PESO CON DOS TERCIOS DE SUMA VARIABLE: 117.480 kg (107,760 kg) ALTO SOBRE CONDUCTO DE ESCAPE: 4,684 mm (4.030 mm) ANCHO: 3.149 mm (3.140 mm) LONGITUD, ENTRE ACOPLES: 18.034 mm (18.524 mm) POTENCIA PARA LA TRACCION: 2.300 HP CAPACIDAD DE LOS DEPOSITOS COMBUSTIBLE BASICO: 6.434 Lts (6.056 lts) EXTRA (opcional): 13.626 lts AGUA DE REFRIGERACION: 908, 4 Lts (681 lts) ACEITE LUBRICANTE MOTOR DIESEL: 919 Lts (625 lts) MOTOR DIESEL MARCA: GENERAL MOTORS MODELO 645 E.3 TIPO: CICLO DE DOS TIEMPOS SOBREALIMENTADO A TRAVES DE LUMBRERAS EN EL CILINDRO CANTIDAD DE CILINDROS: 12 EN ´´V´´ A 45 grados CILINDRADA POR CILINDRO: 645 Pulg.3 DIAMETRO CILINDRO: 230 mm CARRERA DEL PISTON: 254 mm VELOCIDAD DE ARRANQUE: 50-75 RPM VELOCIDAD EN VACIO: 315 RPM VELOCIDAD MAXIMA (de régimen) : 900 RPM RELACION DE COMPRESION: 14.5 a 1 ORDEN DE ENCENDIDO: 1-12-7-4-3-10-9-5-2-11-8-6 ROTACION, VISTO EXTREMO BALANC ARMONICO: Antihorario POTENCIA MAXIMA INDICADA: 2300 HP GOBERNADOR WOODWARD ELECTRO HIDRAULICO TIPO: PG SISTEMA DE ENFRIAMIENTO: A presión SISTEMA DE ARRANQUE: Dos motores eléctricos PESO DEL MOTOR DIESEL: 12.394 Kgs GENERADOR PRINCIPAL (tracción y acoplado) MODELO BLOCK: AR 10 F1 – D.14 ALTERNADOR DE TRACCION: AR 10 F1 NUMERO DE POLOS: 10 FRECUENCIA A 900 RPM: 75 Hz SALIDA DE C.C. RECTIFICADA POR UN CONJUNTO RECTIFICADOR INTEGRAL DE ESTADO SOLIDO VOLTAJE C.C. NOMINAL: 600 V MAXIMO: 1245 V RANGO DE CORRIENTE MAXIMA CONTINUA: 4000 A ALTERNADO ACOPLADO: D14 VOLTAJE NOMINAL C.A.: 215 V NUMERO DE POLOS: 16 FRECUENCIA A 900 RPM: 120Hz GENERADOR AUXILIAR VOLTAJE: 74 V RANGO: 10KW MOTORES DE TRACCION MODELO: D77 (D75 las primeras unidades de 1972) REFRIGERACION: Ventilación forzada PESO DEL MOTOR DE TRACCION: 2708 Kgs EQUIPO DE FRENO MARCA: Westinghouse TIPO: 26L (26LAV) BOGIE MODELO: Blomberg EMD (GHC) CANTIDAD DE EJES: 2 (3) CILINDROS DE FRENO: 4 (por cada bogie) SD39 En 1966 EMD actualizó su catálogo de locomotoras con modelos completamente nuevos, todos motorizados con el nuevo motor diésel 645. Compartía catálogo con los modelos SD38, SD40, SDP40 y SD45. La SD39 ingresa a este catálogo en el año 1968. La principal, y diríamos única diferencia con una GP39 es que la SD39 posee mayor poder tractivo, además de ser más pesada. Se produjeron 54 ejemplares entre agosto de 1968 y mayo de 1970 para ferrocarriles norteamericanos. FICHA TÉCNICA (simplificada para no reiterar innecesariamente datos redundantes) NOTA: Los datos de la ficha son comunes a la SErie 39 y la GT22, salvo los datos entre parentesis, que son de la GT22 para compararción con los datos especificos del modelo domestico. TIPO DE LOCOMOTORA: CARGA PESO CON DOS TERCIOS DE SUMA VARIABLE: 158,757 Kgs (107.760 kgs) ALTO SOBRE CONDUCTO DE ESCAPE: 4,684 mm (4.030 mm) ANCHO: 3.149 mm (3.140 mm) LONGITUD, ENTRE ACOPLES: 20,053 mm (18,524 mm) POTENCIA PARA LA TRACCION: 2.300 HP CAPACIDAD DE LOS DEPOSITOS COMBUSTIBLE BASICO: 12,112 lts (6.056 Lts) EXTRA (opcional): 15140 lts AGUA DE REFRIGERACION: 757Lts (681,3 lts) ACEITE LUBRICANTE MOTOR DIESEL: 919 Lts (625 lts) GENERADOR PRINCIPAL (tracción y acoplado) MODELO BLOCK: D32D – D.14 (AR10-D14) ALTERNADOR DE TRACCION: D32D (AR10) ALTERNADO ACOPLADO: D14 MOTORES DE TRACCION MODELO: D77 (D75 las primeras unidades de 1972) CANTIDAD: 6 EQUIPO DE FRENO MARCA: Westinghouse TIPO: 26L (26LAV) BOGIE MODELO: HT-C BASTIDOR: Acero fundido ORIENTACION MOTORES: En un solo sentido CANTIDAD DE EJES: 3 CILINDROS DE FRENO: 4 (por cada bogie) SDL39 Esta es una versión liviana para el ferrocarril Milwaukee Road. A finales de la década de 1960, el ferrocarril estadounidense Milwaukee Road (MR) u oficialmente Chicago, Milwaukee, St. Paul and Pacific Railroad se encontraba en busca de algunas locomotoras de reemplazo para operar en algunos ramales secundarios construidos con rieles livianos. La idea era reemplazar a las locomotoras ALCO RSC-2 de la década del 40. MR se comunicó con EMD interesado en algún modelo que se ajustara a sus necesidades y este le ofreció modelos de exportación que se ajustaban perfectamente a las necesidades de estos ramales. Pero el inconveniente con estos fue que sus cabinas son más chicas, lo mismo que sus peldaños y estribos significativamente distintos a los de un modelo doméstico, por lo cual el ferrocarril los rechazo por no ´´encajar operativamente´´ con lo que operaba normalmente. Por lo que EMD, en última instancia le fabricó un modelo a ´´medida´´ (algo usual en la época del vapor, pero totalmente raro en la era diesel), que sirviera tanto para vía principal como maniobras. La carrocería se ajustó al estándar norteamericano, su bastidor alivianado y bogies de tres ejes de exportación (son más livianos y con menor distancia entre ejes). Se le colocó un tanque de combustible de 4514 lts. Fueron cinco unidades entregadas en 1969, cinco en 1972. En 1986 Milwaukee Road quiebra definitivamente y pasa a manos de Soo Line, hasta que al año siguiente se forma la Wisconsin Central que finalmente es adquirida por Canadian National en 2001. Un año después nueve SDL39 son embarcadas hacia Chile donde entraron a operar en Fepasa. Y una vez en Chile recibieron una pequeña reconstrucción donde se la ser trochó a 1676 mm y entre otros detalles se les rebajaron los ventiladores. FICHA TÉCNICA (simplificada para no reiterar innecesariamente datos redundantes) NOTA: Los datos de la ficha son comunes a la Serie 39 y la GT22, salvo los datos entre parentesis, que son de la GT22 para compararción con los datos especificos del modelo domestico. TIPO DE LOCOMOTORA: Cargas PESO CON DOS TERCIOS DE SUMA VARIABLE: 113.4 Kgs (107,760 kgs) ALTO SOBRE CONDUCTO DE ESCAPE: 4,684 mm (4.030 mm) ANCHO: 3.149 mm (3,140 mm) LONGITUD, ENTRE ACOPLES: 16.814 m (18,524 mm) POTENCIA PARA LA TRACCION: 2.300 HP CAPACIDAD DE LOS DEPOSITOS COMBUSTIBLE: 4,512 lts (6.056 Lts) AGUA DE REFRIGERACION: 757Lts (681,3 lts) ACEITE LUBRICANTE MOTOR DIESEL: 625 Lts (625 lts) GENERADOR PRINCIPAL (tracción y acoplado) MODELO BLOCK: AR10 – D.14 ALTERNADOR DE TRACCION: AR 10 F1 ALTERNADO ACOPLADO: D14 MOTORES DE TRACCION MODELO: D77 (D75 las primeras unidades de 1972) CANTIDAD: 6 EQUIPO DE FRENO MARCA: Westinghouse TIPO: 26L (26LAV) BOGIE MODELO: GHC Espero que les hay sido de interes y gustado este pequeño informe de las mellizas de la GT22. FUENTES http://en.wikipedia.org/wiki/EMD_GP39 http://locomotive.wikia.com/wiki/EMD_GP39 Revista Latin Tracks N° 30 Manual de Operación de Locomotoras GP39-2 / SD39